
EOS StainlessSteel 254
Materialdatenblatt
EOS StainlessSteel 254
EOS StainlessSteel 254 ist ein austenitischer rostfreier Stahl für extreme Bedingungen. Die hohe Chrom-, Molybdän- und Stickstofflegierung sorgt für eine ausgezeichnete Korrosionsbeständigkeit in vielen schwierigen Umgebungen. Die allgemeine Lochfraßbeständigkeit PREN für 254 beträgt 43 (PREN = %Cr + 3,3 X %Mo + 16 X %N).
- Hervorragende Beständigkeit gegen Gleichförmigkeit, Lochfraß und Spaltkorrosion
- Hohe Beständigkeit gegen Spannungsrisskorrosion
- Höhere Festigkeit als herkömmliche austenitische nichtrostende Stähle
- Ausrüstung zur Handhabung von chloriertem Meerwasser
- Geräte zur Herstellung von Zellstoff und Papier
- Ausrüstung für den Umgang mit Chemikalien
Das EOS Qualitätsdreieck
EOS unterteilt diese TRLs in die folgenden zwei Kategorien:
- Premium-Produkte (TRL 7-9): bieten hochgradig validierte Daten, bewährte Fähigkeiten und reproduzierbare Teileeigenschaften.
- Kernprodukte (TRL 3 und 5): ermöglichen den Kunden einen frühen Zugang zur neuesten Technologie, die sich noch in der Entwicklung befindet und daher weniger ausgereift ist und weniger Daten enthält.
Alle in diesem Materialdatenblatt angegebenen Daten werden gemäß dem EOS-Qualitätsmanagementsystem und internationalen Normen erstellt.
PULVEREIGENSCHAFTEN
Der Pulverwerkstoff EOS StainlessSteel 254 entspricht der DIN EN 10088-3, EN 1.4547
Chemische Zusammensetzung des Pulvers (Gew.-%)
| Element | Min. | Max. |
|---|---|---|
| Cr | 19.5 | 20.5 |
| Ni | 17.5 | 18.5 |
| Mo | 6.0 | 7.0 |
| Cu | 0.5 | 1.0 |
| N | 0.18 | 0.25 |
Pulver Partikelgröße
| GENERISCHE PARTIKELGRÖSSENVERTEILUNG | 20 - 65 μm | |
|---|---|---|
WÄRMEBEHANDLUNG
Verfahren der Wärmebehandlung
Optionales Lösungsglühen: Bei 1180 °C für 2 h nach vollständiger Durchwärmung der Teile, Wasserabschreckung Typische Maßänderung nach der Wärmebehandlung: 0.06 %
EOS StainlessSteel 254 für EOS M 290 | 40 µm
EOS M 290 - 40 µm - TRL 3
| System einrichten | EOS M 290 |
|---|---|
| EOS-Materialsatz | 254_040_KernM291_100 |
| Software-Anforderungen |
EOSPRINT 2.8 oder neuere Version EOSYSTEM 5.20 oder neuere Version |
| Beschichterklingen | HSS (Hochgeschwindigkeitsstahl) |
| Düse | EOS-Gitterdüse |
| Inertes Gas | Argon |
| Sieb | 75 µm |
| Zusätzliche Informationen | |
|---|---|
| Schichtdicke | 40 µm |
| Volumen Rate | 4,1 mm³/s |
Chemische und physikalische Eigenschaften von Teilen
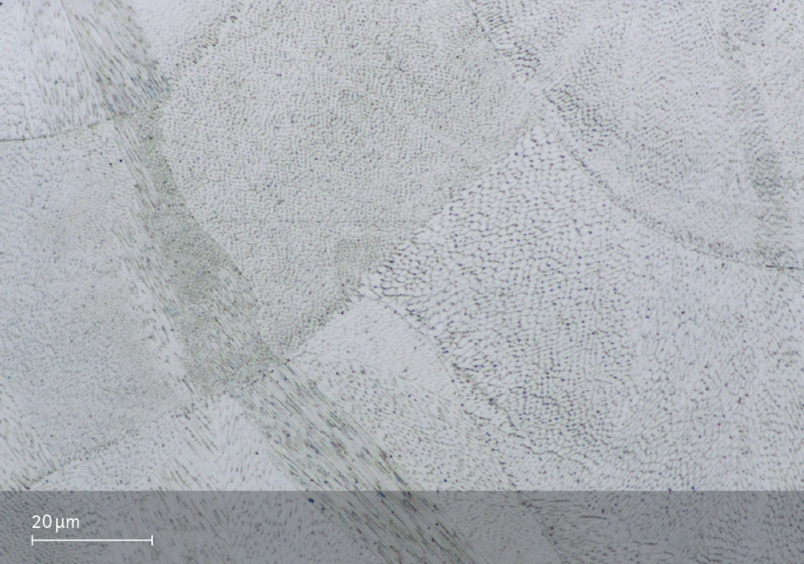
Mikrostruktur der hergestellten Teile
| Defekte | Dicke | Ergebnis | Anzahl der Stichproben |
|---|---|---|---|
| Durchschnittlicher Fehlerprozentsatz | 40 µm | 0.01 % | - |
| Dichte EN ISO 3369 | Dicke | Ergebnis | Anzahl der Stichproben |
|---|---|---|---|
| Durchschnittliche Dichte | 40 µm | ≥ 8,07 g/cm³ | - |
Mechanische Eigenschaften
Mechanische Eigenschaften Wärmebehandelt
| EN ISO 6892-1 Raumtemperatur | Streckgrenze [MPa] | Zugfestigkeit [MPa] | Bruchdehnung [%] | Verringerung der Fläche Z [%] | Anzahl der Stichproben |
|---|---|---|---|---|---|
| Vertikal | 360 | 660 | 48 | - | - |
| Horizontal | 360 | 700 | 43 | - | - |
Optionales Lösungsglühen
Bei 1 180 °C für 2 h nach vollständiger Durchwärmung der Teile, Wasserabschreckung
Typische Abmessungsänderung nach der Wärmebehandlung: 0.06 %
Mechanische Eigenschaften
Mechanische Eigenschaften im Herstellungszustand
| EN ISO 6892-1 Raumtemperatur | Streckgrenze [MPa] | Zugfestigkeit [MPa] | Bruchdehnung [%] | Verringerung der Fläche Z [%] | Anzahl der Stichproben |
|---|---|---|---|---|---|
| Vertikal | 600 | 720 | 35 | - | - |
| Horizontal | 680 | 810 | 29 | - | - |
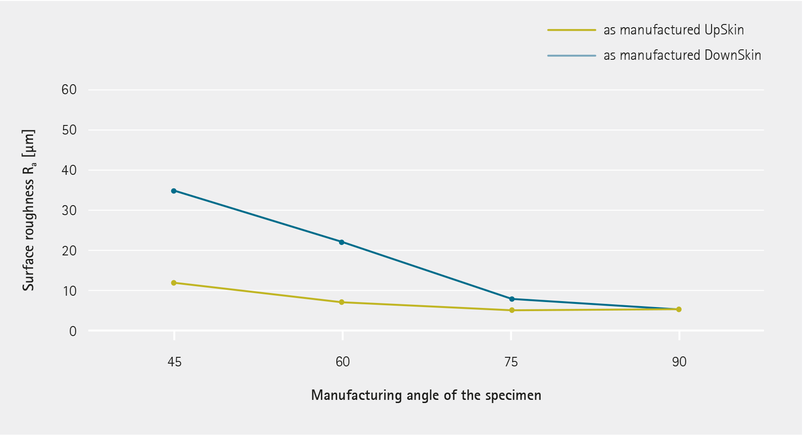
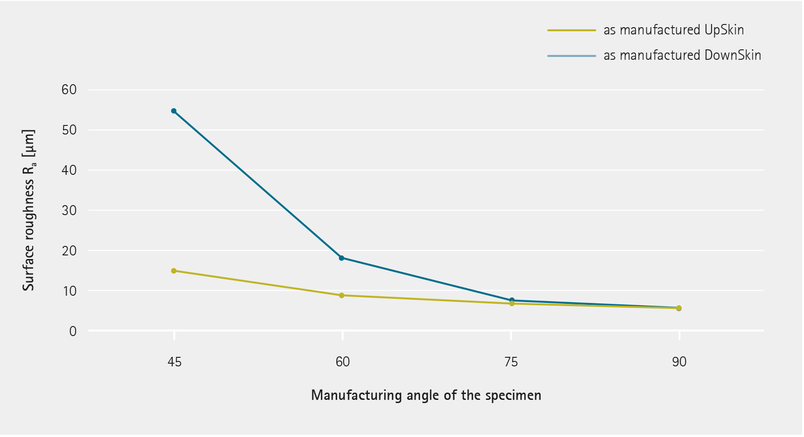
Oberflächenrauhigkeit
Wärmeausdehnungskoeffizient
| ASTM E228 | Temperatur |
|---|---|
| 14.8*10-6/K | 25 - 100 ºC |
| 15.7*10-6/K | 25 - 200 ºC |
| 16.3*10-6/K | 25 - 300 ºC |
| 16.7*10-6/K | 25 - 400 ºC |
EOS StainlessSteel 254 für EOS M 290 | 60 µm
EOS M 290 - 60 µm - TRL 3
| System einrichten | EOS M 290 |
|---|---|
| EOS-Materialsatz | 254_060_KernM291_100 |
| Software-Anforderungen |
EOSPRINT 2.8 oder neuere Version EOSYSTEM 5.20 oder neuere Version |
| Beschichterklingen | HSS (Hochgeschwindigkeitsstahl) |
| Düse | EOS-Gitterdüse |
| Inertes Gas | Argon |
| Sieb | 75 µm |
| Zusätzliche Informationen | |
|---|---|
| Schichtdicke | 60 µm |
| Volumen Rate | 6,1 mm³/s |
Chemische und physikalische Eigenschaften von Teilen
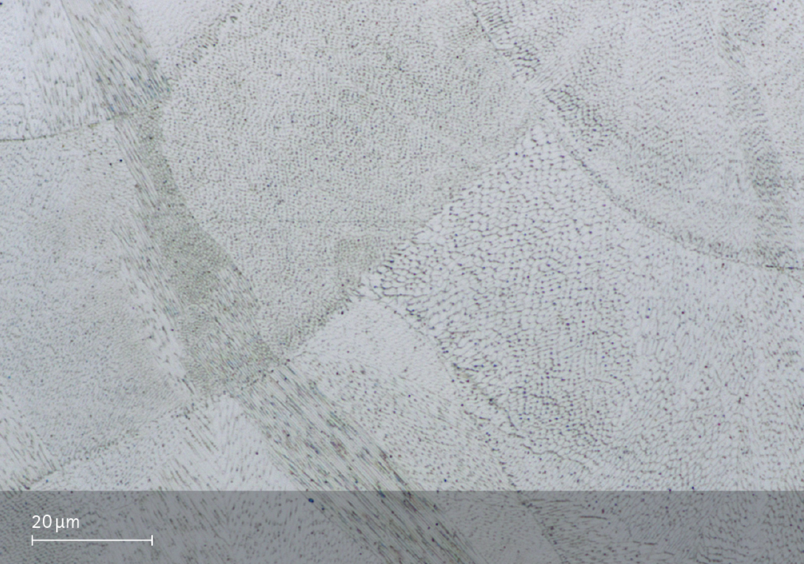
Mikrostruktur der hergestellten Teile
| Defekte | Dicke | Ergebnis | Anzahl der Stichproben |
|---|---|---|---|
| Durchschnittlicher Fehlerprozentsatz | 60 µm | 0.02 % | - |
| Dichte EN ISO 3369 | Dicke | Ergebnis | Anzahl der Stichproben |
|---|---|---|---|
| Durchschnittliche Dichte | 60 µm | ≥ 8,07 g/cm³ | - |
Mechanische Eigenschaften
Mechanische Eigenschaften Wärmebehandelt
| EN ISO 6892-1 Raumtemperatur | Streckgrenze [MPa] | Zugfestigkeit [MPa] | Bruchdehnung [%] | Verringerung der Fläche Z [%] | Anzahl der Stichproben |
|---|---|---|---|---|---|
| Vertikal | 360 | 660 | 48 | - | - |
| Horizontal | 360 | 700 | 44 | - | - |
Optionales Lösungsglühen
Bei 1 180 °C für 2 h nach vollständiger Durchwärmung der Teile, Wasserabschreckung.
Typische Abmessungsänderung nach der Wärmebehandlung: 0.06 %
Mechanische Eigenschaften
Mechanische Eigenschaften im Herstellungszustand
| EN ISO 6892-1 Raumtemperatur | Streckgrenze [MPa] | Zugfestigkeit [MPa] | Bruchdehnung [%] | Verringerung der Fläche Z [%] | Anzahl der Stichproben |
|---|---|---|---|---|---|
| Vertikal | 580 | 730 | 36 | - | - |
| Horizontal | 660 | 800 | 30 | - | - |
Oberflächenrauhigkeit
Wärmeausdehnungskoeffizient
| ASTM E228 | Temperatur |
|---|---|
| 14.8*10-6/K | 25 - 100 ºC |
| 15.7*10-6/K | 25 - 200 ºC |
| 16.3*10-6/K | 25 - 300 ºC |
| 16.7*10-6/K | 25 - 400 ºC |