Prozessdatenblatt
EOS StainlessSteel 254 für EOS M 290 | 60 µm
EOS M 290 - 60 µm - TRL 3
| System einrichten | EOS M 290 |
|---|---|
| EOS-Materialsatz | 254_060_KernM291_100 |
| Software-Anforderungen |
EOSPRINT 2.8 oder neuere Version EOSYSTEM 5.20 oder neuere Version |
| Beschichterklingen | HSS (Hochgeschwindigkeitsstahl) |
| Düse | EOS-Gitterdüse |
| Inertes Gas | Argon |
| Sieb | 75 µm |
| Zusätzliche Informationen | |
|---|---|
| Schichtdicke | 60 µm |
| Volumen Rate | 6,1 mm³/s |
Chemische und physikalische Eigenschaften von Teilen
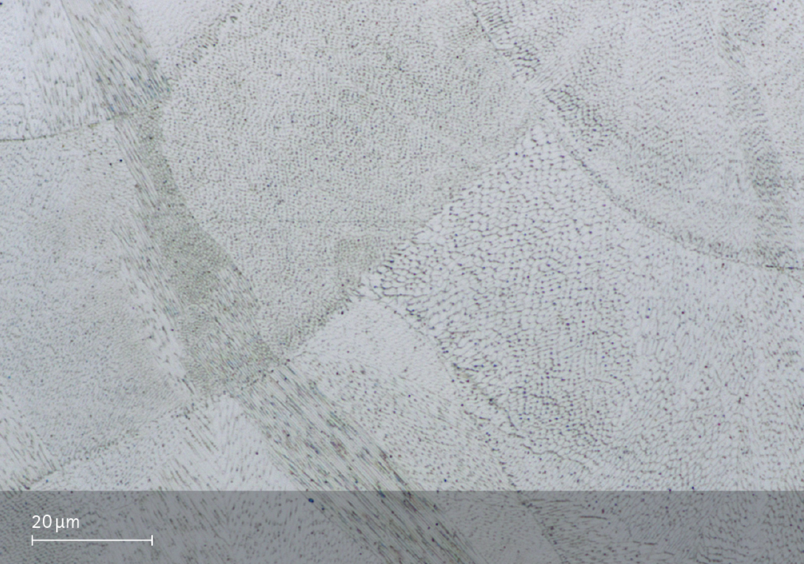
Mikrostruktur der hergestellten Teile
| Defekte | Dicke | Ergebnis | Anzahl der Stichproben |
|---|---|---|---|
| Durchschnittlicher Fehlerprozentsatz | 60 µm | 0.02 % | - |
| Dichte EN ISO 3369 | Dicke | Ergebnis | Anzahl der Stichproben |
|---|---|---|---|
| Durchschnittliche Dichte | 60 µm | ≥ 8,07 g/cm³ | - |
Mechanische Eigenschaften
Mechanische Eigenschaften Wärmebehandelt
| EN ISO 6892-1 Raumtemperatur | Streckgrenze [MPa] | Zugfestigkeit [MPa] | Bruchdehnung [%] | Verringerung der Fläche Z [%] | Anzahl der Stichproben |
|---|---|---|---|---|---|
| Vertikal | 360 | 660 | 48 | - | - |
| Horizontal | 360 | 700 | 44 | - | - |
Optionales Lösungsglühen
Bei 1 180 °C für 2 h nach vollständiger Durchwärmung der Teile, Wasserabschreckung.
Typische Abmessungsänderung nach der Wärmebehandlung: 0.06 %
Mechanische Eigenschaften
Mechanische Eigenschaften im Herstellungszustand
| EN ISO 6892-1 Raumtemperatur | Streckgrenze [MPa] | Zugfestigkeit [MPa] | Bruchdehnung [%] | Verringerung der Fläche Z [%] | Anzahl der Stichproben |
|---|---|---|---|---|---|
| Vertikal | 580 | 730 | 36 | - | - |
| Horizontal | 660 | 800 | 30 | - | - |
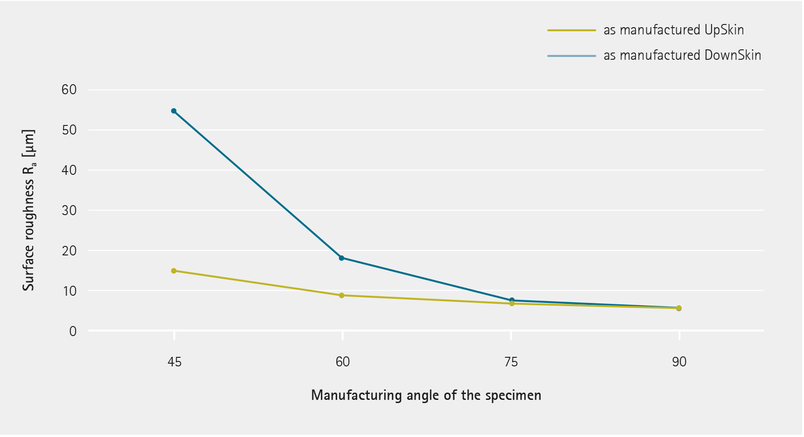
Oberflächenrauhigkeit
Wärmeausdehnungskoeffizient
| ASTM E228 | Temperatur |
|---|---|
| 14.8*10-6/K | 25 - 100 ºC |
| 15.7*10-6/K | 25 - 200 ºC |
| 16.3*10-6/K | 25 - 300 ºC |
| 16.7*10-6/K | 25 - 400 ºC |