
EOS ToolSteel 1.2709
Scheda tecnica del materiale
EOS ToolSteel 1.2709
Acciaio per utensili ad altissima resistenza per le applicazioni di stampaggio più esigenti
EOS ToolSteel 1.2709 è un acciaio maraging ad altissima resistenza per utensili. Le sue eccellenti proprietà sono dovute alla formazione di fasi intermetalliche e precipitati durante il trattamento termico. Queste proprietà consentono un uso proficuo in diverse applicazioni, tra cui lo stampaggio a iniezione e la lavorazione a freddo e a caldo.
- Resistenza e durezza ultra elevate
- Proprietà regolabili con diversi trattamenti termici
- Eccellente resistenza alla fatica
- Buona lavorabilità
- Stampaggio a iniezione di plastica
- Strumenti per l'estrusione
- Strumenti per la pressatura a caldo
- Utensili per la pressofusione di leghe di alluminio e zinco
Il triangolo della qualità EOS
EOS incorpora questi TRL nelle due categorie seguenti:
- Prodotti premium (TRL 7-9): offrono dati altamente validati, capacità comprovate e proprietà riproducibili dei pezzi.
- Prodotti di base (TRL 3 e 5): consentono ai primi clienti di accedere alla tecnologia più recente ancora in fase di sviluppo e sono quindi meno maturi e con meno dati.
Tutti i dati riportati in questa scheda tecnica sono prodotti in conformità al sistema di gestione della qualità EOS e agli standard internazionali.
PROPRIETÀ DELLA POLVERE
La composizione chimica della polvere EOS ToolSteel 1.2709 è conforme alla norma EN 1.2709.
Composizione chimica della polvere (wt.-%)
| Elemento | Min. | Max. |
|---|---|---|
| Fe | Equilibrio | |
| Ni | 17.0 | 19.0 |
| Co | 8.5 | 10.0 |
| Mo | 4.5 | 5.2 |
| Ti | 0.8 | 1.2 |
Dimensione delle particelle della polvere
| DISTRIBUZIONE GRANULOMETRICA GENERICA | 20 - 65 μm | |
|---|---|---|
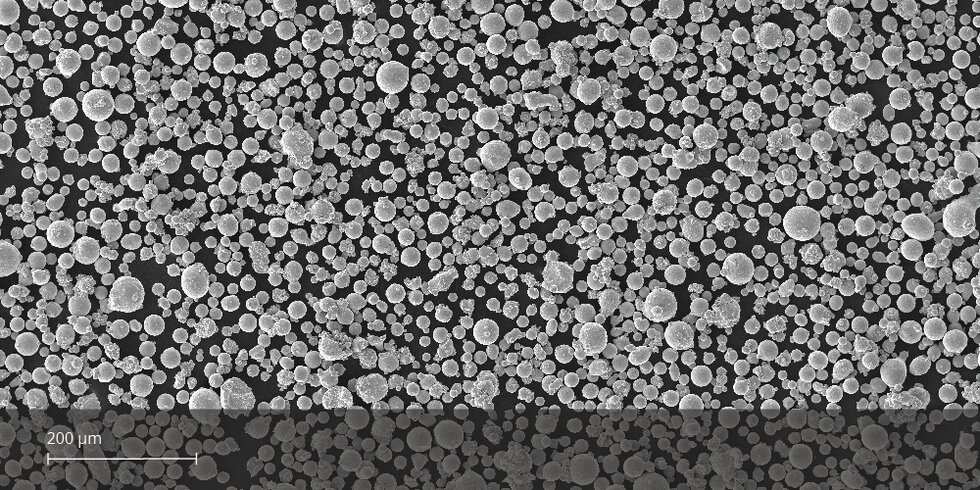
Micrografia al SEM della polvere di EOS ToolSteel 1.2709
TRATTAMENTO TERMICO
EOS ToolSteel 1.2709 può essere trattato termicamente per soddisfare le esigenze di diverse applicazioni. Il trattamento termico in due fasi può essere eseguito sotto vuoto o in atmosfera di gas inerte. La prima fase è la ricottura in soluzione per ridurre al minimo la quantità di austenite nella matrice martensitica. La durezza e la resistenza necessarie si ottengono con il trattamento di invecchiamento, in cui l'indurimento avviene attraverso la formazione di fasi intermetalliche e precipitati.
Ricottura della soluzione:
2 ore a 940 °C (±10 °C) misurati dal pezzo, seguite da un rapido raffreddamento ad aria a temperatura ambiente (inferiore a 32 °C). Velocità di raffreddamento 10-60 °C/min. Il raggiungimento della temperatura ambiente prima di iniziare il trattamento di invecchiamento è necessario per ottenere la microstruttura desiderata.
Invecchiamento:
Per ottenere il picco di durezza e resistenza, 3-6 ore a 510 °C (±10 °C), misurati dal pezzo e seguiti da un raffreddamento ad aria. Le proprietà meccaniche presentate in questo documento sono state ottenute con questa procedura di invecchiamento. Per i pezzi voluminosi, garantire l'uniformità delle proprietà aumentando il tempo di mantenimento fino a 6 h. Inoltre, per massimizzare la resistenza alla fatica, si raccomanda un tempo di mantenimento di 6 h.