
EOS ツールスチール 1.2709
材料データシート
EOS ツールスチール 1.2709
要求の厳しい成形用途向け超高強度工具鋼
EOS ToolSteel 1.2709は、超高強度工具用 マルエージング鋼です。その優れた特性は、熱処理で金属間化合物や析出物を形成することにより可能になります。この特性は、射出成形、冷間および熱間加工を含む多様な用途での成功を可能にします。
- 超高強度・高硬度
- 異なる熱処理によって調整可能な特性
- 優れた疲労強度
- 良好な加工性
- プラスチック射出成形金型
- 押出金型
- ホットプレス金型
- アルミニウムおよび亜鉛合金用ダイカスト金型
EOSクオリティ・トライアングル
EOSはこれらのTRLを以下の2つのカテゴリーに分類しています:
- プレミアム製品(TRL 7-9):高度に検証されたデータ、実証された能力、再現可能な部品特性を提供します。
- コア製品(TRL3および5):開発中の最新技術への早期アクセスを可能にするもので、成熟度が低く、データも少ないです。
このデータシートに記載されているデータはすべて、EOSの品質管理システムおよび国際規格に従って作成されています。
粉体特性
EOS ToolSteel 1.2709パウダーの化学組成はEN 1.2709に準拠しています。
粉末化学組成 (wt.-%)
| エレメント | 最小 | 最大 |
|---|---|---|
| Fe | バランス | |
| Ni | 17.0 | 19.0 |
| Co | 8.5 | 10.0 |
| Mo | 4.5 | 5.2 |
| Ti | 0.8 | 1.2 |
粉体粒子径
| 一般的な粒度分布 | 20 - 65 μm | |
|---|---|---|
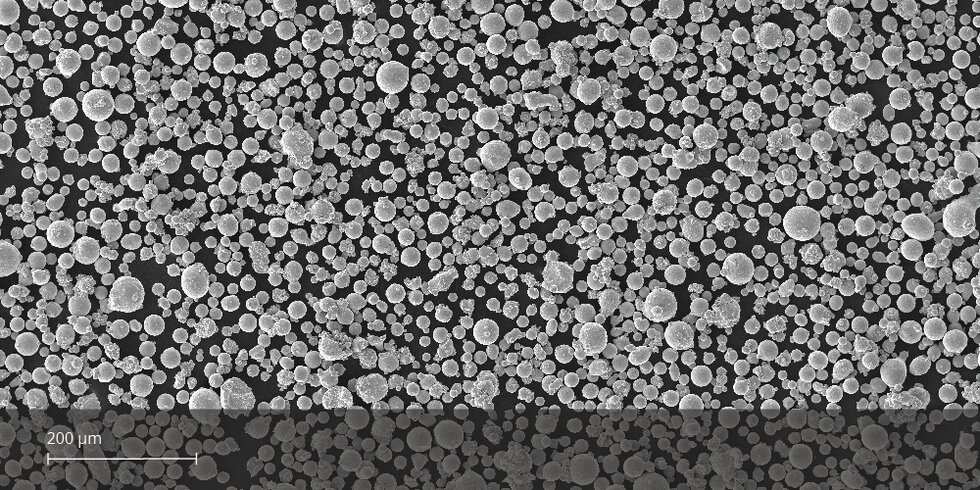
EOS ToolSteel 1.2709粉末のSEM顕微鏡写真
熱処理
EOS ToolSteel 1.2709は、様々な用途のニーズに合わせて熱処理が可能です。2段階の熱処理は、真空または不活性ガス雰囲気下で行うことができます。第一段階は、マルテンサイトマトリックス中のオーステナイトの量を最小限に抑えるための溶体化処理です。必要な硬度と強度は、時効処理によって達成されます。時効処理では、金属間化合物や析出物の形成を通じて硬化が起こります。
溶体化熱処理:
部品から測定した940 °C(±10 °C)で2時間後、室温(32 °C以下)まで急速空冷。冷却速度は10~60℃/分。所望の微細構造を得るために時効処理を開始する前に室温に到達させることが必要。
時効化:
硬度および強度のピークは、510℃(±10℃)で3~6時間(部品から測定)、その後空冷。本書に記載されている機械的特性は、この時効処理によって達成されたもの。また、疲労強度を最大にするには、6 時間の保持を推奨。
EOS ToolSteel EOS M 290 用EOS ToolSteel 1.2709|40 µm
EOS M 290 - 40 µm - TRL 7
| システム設定 | EOS M 290 |
|---|---|
| EOS材料セット | 1.2709_040_HiPerM291_1.00 |
| ソフトウェア要件 |
EOSPRINT 2.7 またはそれ以降 |
| リコーター・ブレード | セラミック |
| ノズル | EOSグリッドノズル |
| 不活性ガス | アルゴン |
| ふるい | 75 µm |
| 追加情報 | |
|---|---|
| レイヤーの厚さ | 40 µm |
| 容積率 | 4.1 mm³/s |
| HT後の典型的な寸法変化率[%]を示す。 | + 0.1 % |
部品の化学的および物理的特性
製造部品の化学組成は、EOS ToolSteel 1.2709粉末化学組成に準拠しています。

製造された部品の微細構造
| 欠陥 | 厚さ | 結果 | サンプル数 |
|---|---|---|---|
| 平均欠陥率 | 40 µm | 0.03 % | 55 |
| 密度 EN ISO 3369 | 厚さ | 結果 | サンプル数 |
|---|---|---|---|
| 平均密度 | 60 µm | > 8.05 g/cm³ | 20 |
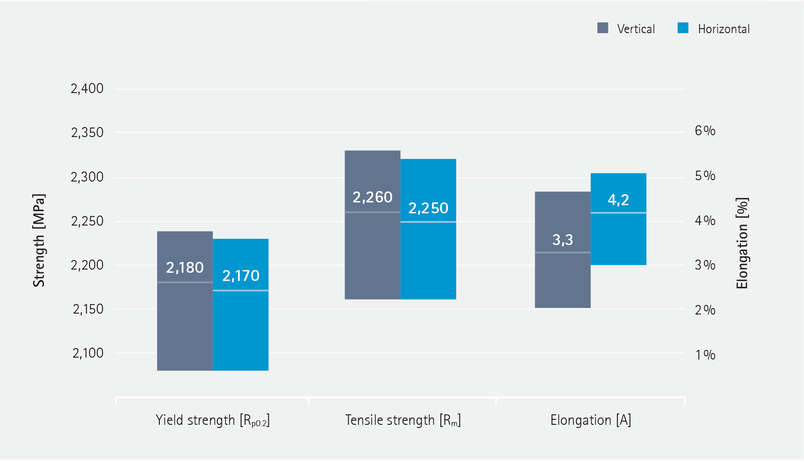
機械的性質 熱処理
| EN ISO 6892-1 室温 | 降伏強度[MPa] | 引張強さ[MPa] | 破断伸度 | 面積Zの削減率 | サンプル数 |
|---|---|---|---|---|---|
| 縦型 | 2180 | 2260 | 3.3 | - | 188 |
| ホリゾンタル | 2170 | 2250 | 4.2 | - | 162 |
EOS ToolSteel 1.2709は、様々な用途のニーズに合わせて熱処理が可能です。2段階の熱処理は、真空または不活性ガス雰囲気下で行うことができます。第一段階は、マルテンサイトマトリックス中のオーステナイトの量を最小限に抑えるための溶体化処理です。必要な硬度と強度は、時効処理によって達成されます。時効処理では、金属間化合物や析出物の形成を通じて硬化が起こります。
溶液アニール:部品から測定した940 °C (±10 °C)で2時間後、室温(32 °C以下)まで急速空冷。冷却速度は10~60℃/分。時効処理を開始する前に室温に到達させることが、所望の微細構造を得るために必要である。
エージング:硬度と強度のピークを得るには、510 °C (±10 °C)で3~6時間、部品から測定し、その後空冷する。本書に記載されている機械的特性は、この時効処理によって達成されたものです。また、疲労強度を最大にするには、6 時間の保持を推奨する。
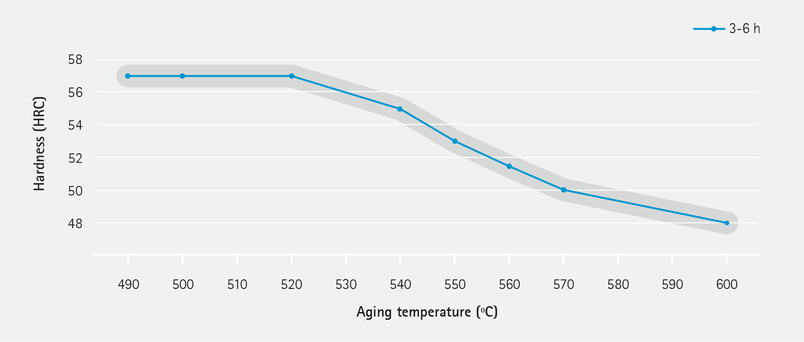
硬度
| EN ISO 6508 熱処理 | |
|---|---|
| 価値 | 57 |
| 単位 | HRC |
衝撃靭性
| EN ISO 148-1、シャルピーV熱処理 | |
|---|---|
| 代表的な衝撃靭性[J] | 10 |
疲労
| 熱処理 | |
|---|---|
| 疲労強度[MPa] | 732 |
熱処理状態での1×1000万サイクルでの疲労強度
疲労強度は、規定された応力サイクル数で試験片が破断する応力レベルを決定する[ISO 12107]。疲労強度はISO 12107に従って統計的に推定した。試験はASTM E466に従って実施した。疲労の結果は通常、疲労プロセスの性質に起因する大きな偏差を示す[ISO 12107]。
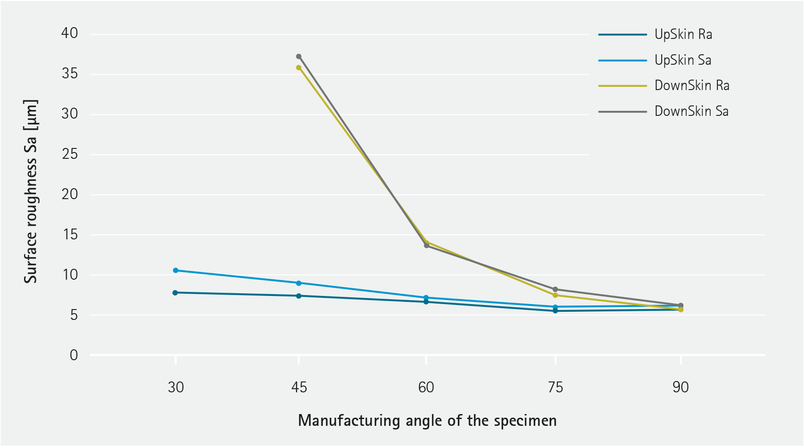
表面粗さ
熱膨張係数
| ASTM E228 | 温度 |
|---|---|
| 10.72*10-6/K | 25 - 100 ºC |
| 11.15*10-6/K | 25 - 200 ºC |
| 11.5*10-6/K | 25 - 300 ºC |
| 11.51*10-6/K | 25 - 400 ºC |