プロセス・データシート
EOS StainlessSteel EOS M 290 用EOS StainlessSteel 254|60 µm
EOS M 290 - 60 µm - TRL 3
| システム設定 | EOS M 290 |
|---|---|
| EOS材料セット | 254_060_コアM291_100 |
| ソフトウェア要件 |
EOSPRINT 2.8またはそれ以降 EOSYSTEM 5.20 またはそれ以降 |
| リコーター・ブレード | HSS(高速度鋼) |
| ノズル | EOSグリッドノズル |
| 不活性ガス | アルゴン |
| ふるい | 75 µm |
| 追加情報 | |
|---|---|
| レイヤーの厚さ | 60 µm |
| 容積率 | 6.1 mm³/s |
部品の化学的および物理的特性
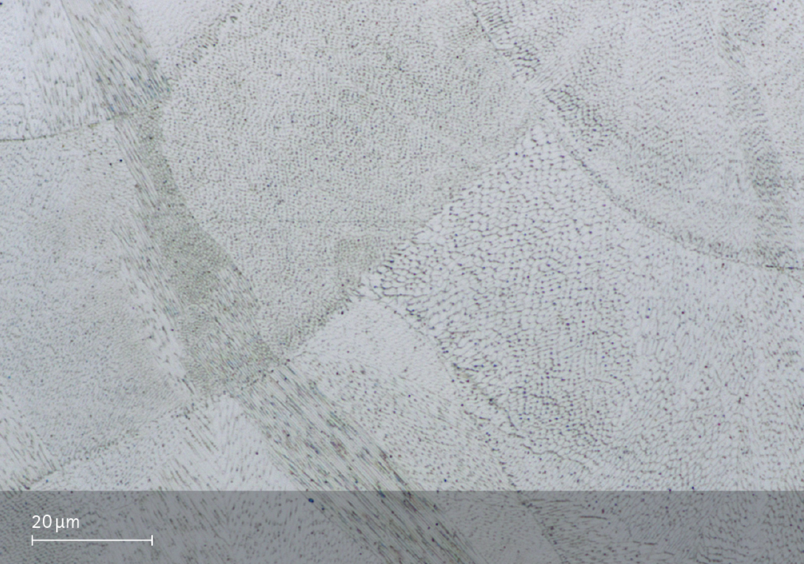
製造された部品の微細構造
| 欠陥 | 厚さ | 結果 | サンプル数 |
|---|---|---|---|
| 平均欠陥率 | 60 µm | 0.02 % | - |
| 密度 EN ISO 3369 | 厚さ | 結果 | サンプル数 |
|---|---|---|---|
| 平均密度 | 60 µm | ≥ 8.07 g/cm³ | - |
機械的特性
機械的性質 熱処理
| EN ISO 6892-1 室温 | 降伏強度[MPa] | 引張強さ[MPa] | 破断伸度 | 面積Zの削減率 | サンプル数 |
|---|---|---|---|---|---|
| 縦型 | 360 | 660 | 48 | - | - |
| ホリゾンタル | 360 | 700 | 44 | - | - |
オプションの溶液アニール
部品が完全に加熱された後、180℃で2時間、水冷。
熱処理後の典型的な寸法変化:0.06 %
機械的特性
製造時の機械的特性
| EN ISO 6892-1 室温 | 降伏強度[MPa] | 引張強さ[MPa] | 破断伸度 | 面積Zの削減率 | サンプル数 |
|---|---|---|---|---|---|
| 縦型 | 580 | 730 | 36 | - | - |
| ホリゾンタル | 660 | 800 | 30 | - | - |
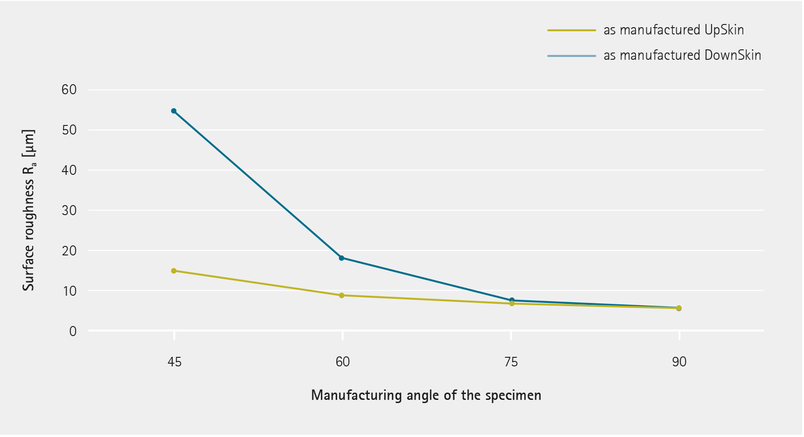
表面粗さ
熱膨張係数
| ASTM E228 | 温度 |
|---|---|
| 14.8*10-6/K | 25 - 100 ºC |
| 15.7*10-6/K | 25 - 200 ºC |
| 16.3*10-6/K | 25 - 300 ºC |
| 16.7*10-6/K | 25 - 400 ºC |