EOS M 290 | 40 µm용 EOS ToolSteel 1.2709
EOS M 290 - 40 µm - TRL 7
| 시스템 설정 | EOS M 290 |
|---|---|
| EOS 머티리얼 세트 | 1.2709_040_HiPerM291_1.00 |
| 소프트웨어 요구 사항 |
EOSPRINT 2.7 이상 |
| 리코터 블레이드 | 세라믹 |
| 노즐 | EOS 그리드 노즐 |
| 불활성 가스 | 아르곤 |
| 체 | 75 µm |
| 추가 정보 | |
|---|---|
| 레이어 두께 | 40 µm |
| 볼륨 요금 | 4.1 mm³/s |
| HT 후 일반적인 치수 변화 [%] | + 0.1 % |
부품의 화학적 및 물리적 특성
제작 부품의 화학 성분은 EOS ToolSteel 1.2709 분말 화학 성분을 준수합니다.

생산된 부품의 미세 구조
| 결함 | 두께 | 결과 | 샘플 수 |
|---|---|---|---|
| 평균 결함 비율 | 40 µm | 0.03 % | 55 |
| 밀도 EN ISO 3369 | 두께 | 결과 | 샘플 수 |
|---|---|---|---|
| 평균 밀도 | 60 µm | > 8.05g/cm³ | 20 |
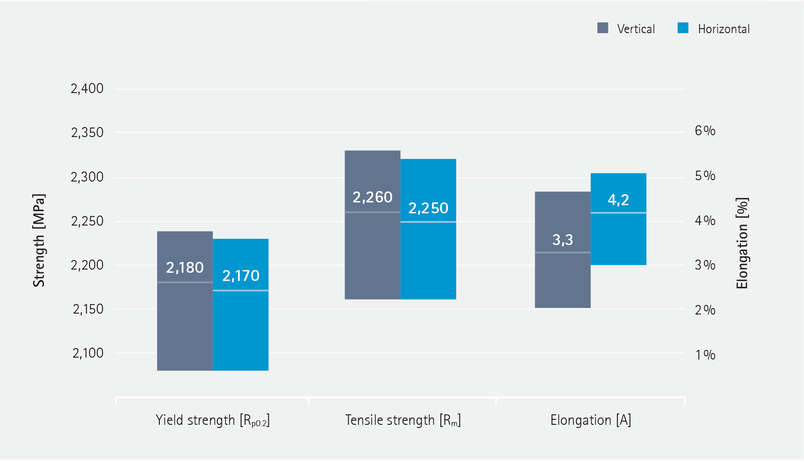
열처리된 기계적 특성
| EN ISO 6892-1 실내 온도 | 항복 강도 [MPa] | 인장 강도 [MPa] | 휴식 시 연신율 [%] | 면적 Z 감소 [%] | 샘플 수 |
|---|---|---|---|---|---|
| 세로 | 2180 | 2260 | 3.3 | - | 188 |
| 수평 | 2170 | 2250 | 4.2 | - | 162 |
EOS ToolSteel 1.2709는 다양한 응용 분야의 다양한 요구에 맞게 열처리할 수 있습니다. 2단계 열처리는 진공 또는 불활성 가스 분위기에서 수행할 수 있습니다. 첫 번째 단계는 용액 어닐링으로 마르텐사이트 매트릭스에서 오스테나이트의 양을 최소화합니다. 필요한 경도와 강도는 금속 간 상과 침전물의 형성을 통해 경화가 일어나는 시효 처리를 통해 달성됩니다.
용액 어닐링: 부품에서 940°C(±10°C)에서 2시간 동안 측정한 후 실온(32°C 이하)으로 급속 공기 냉각합니다. 냉각 속도 10-60°C/min. 원하는 미세 구조를 얻으려면 에이징 처리를 시작하기 전에 실온에 도달해야 합니다.
에이징: 510°C(±10°C)에서 3~6시간 동안 최고 경도 및 강도를 측정한 후 공기 냉각. 이 문서에 제시된 기계적 특성은 이 에이징 절차를 통해 달성되었습니다. 부피가 큰 부품의 경우 최대 6시간까지 홀드 시간을 늘려 특성의 균일성을 보장합니다. 또한 피로 강도를 최대화하려면 6시간의 홀드 시간을 권장합니다.
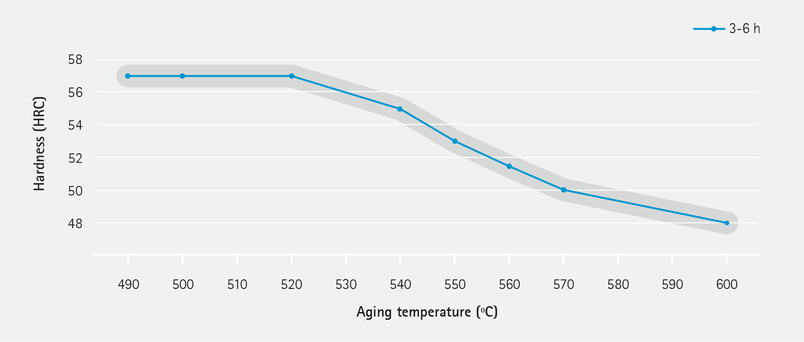
경도
| EN ISO 6508 열처리 | |
|---|---|
| 가치 | 57 |
| 단위 | HRC |
충격 인성
| EN ISO 148-1, Charpy-V 열처리 | |
|---|---|
| 일반적인 충격 인성 [J] | 10 |
피로
| 열처리 | |
|---|---|
| 피로 강도 [MPa] | 732 |
열처리 상태에서 1 x 1,000만 사이클의 피로 강도
피로 강도는 시편이 정의된 수의 응력 주기에서 파단되는 응력 수준을 결정합니다[ISO 12107]. 피로 강도는 ISO 12107에 따라 통계적으로 추정되었습니다. 테스트는 ASTM E466에 따라 수행되었습니다. 피로 결과는 일반적으로 피로 과정의 특성으로 인해 큰 편차를 보입니다[ISO 12107].
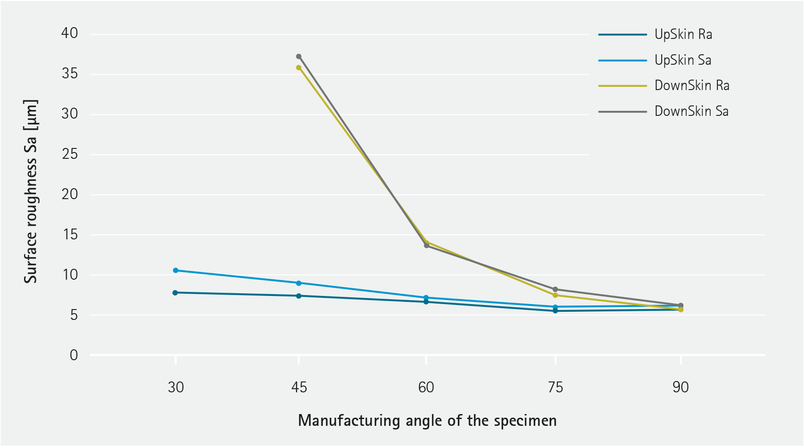
표면 거칠기
열팽창 계수
| ASTM E228 | 온도 |
|---|---|
| 10.72*10-6/K | 25 - 100 ºC |
| 11.15*10-6/K | 25 - 200 ºC |
| 11.5*10-6/K | 25 - 300 ºC |
| 11.51*10-6/K | 25 - 400 ºC |