
EOS CaseHardeningSteel 20MnCr5
Material Data Sheet
EOS CaseHardeningSteel 20MnCr5
Case hardening steel with good hardenability reaching good wear resistance due to high surface hardness after heat treatment.
- Good wear resistance
- Excellent surface hardness after carburizing
- Material according to EN-10084 alloy number 1.7147
- Carburizable to achieve surface hardness of 60 HRC
- Automotive and general engineering applications
- Gears, mechanical parts
The EOS Quality Triangle
EOS incorporates these TRLs into the following two categories:
- Premium products (TRL 7-9): offer highly validated data, proven capability and reproducible part properties.
- Core products (TRL 3 and 5): enable early customer access to newest technology still under development and are therefore less mature with less data.
All of the data stated in this material data sheet is produced according to EOS Quality Management System and international standards
POWDER PROPERTIES
EOS CaseHardeningSteel 20MnCr5 powder material is in accordance with EN-10084 alloy number 1.7147.
Powder Chemical Composition (wt.-%)
| Element | Min. | Max. |
|---|---|---|
| Fe | Balance | |
| Mn | 1.1 | 1.4 |
| Cr | 1 | 1.3 |
| C | 0.17 | 0.22 |
| Si | 0 | 0.4 |
| S | 0 | 0.035 |
Powder Particle Size
| GENERIC PARTICLE SIZE DISTRIBUTION | 15 - 55 μm | |
|---|---|---|
HEAT TREATMENT
Step 1
Hardening:
840 - 870 °C, hold time 30 min when thoroughly heated, water or oil quenching
Step 2
Tempering:
160 - 200 °C, hold time 2 h when thoroughly heated, air cooling
Optional softening treatment:
Normalizing 870 °C, hold time 1 h when thoroughly heated, air cooling
Optional carburizing in carbon rich atmosphere:
Carburizing treatment 860-900 °C, cooling in air. Hardening and tempering to be performed after carburizing.
EOS CaseHardeningSteel 20MnCr5 for EOS M 290 | 40/80 µm
EOS M 290 - 40 µm - TRL 3
| System Setup | EOS M 290 |
|---|---|
| EOS Material set | 20MnCr5_040_080_CoreM291 |
| Software Requirements |
EOSPRINT 2.13 or newer |
| Recoater Blade | Ceramic |
| Nozzle | EOS Grid Nozzle |
| Inert gas | Nitrogen |
| Sieve | 75 µm |
| Additional Information | |
|---|---|
| Layer Thickness | 40 µm, 80 µm, 40/80 µm |
| Volume Rate | 4.1 - 7.9 mm³/s |
Chemical and Physical Properties of Parts
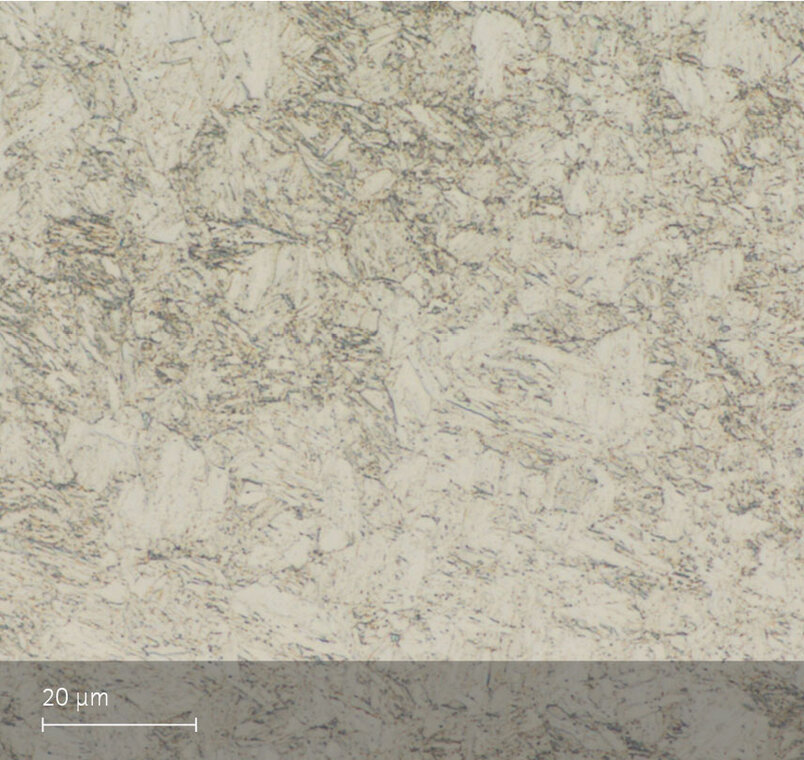
Microstructure of the Produced Parts
| Defects | Thickness | Result | Number of Samples |
|---|---|---|---|
| Average Defect Percentage | 40 µm | <0.1 % | - |
| Average Defect Percentage | 80 µm | <0.2 % | - |
Mechanical Properties
Mechanical Properties Heat Treated
| EN ISO 6892-1 Room Temperature | 40 µm | Yield Strength [MPa] | Tensile Strength [MPa] | Elongation at Break A [%] | Reduction of Area Z [%] | Modulus of elasticity [GPa] | Number of Samples |
|---|---|---|---|---|---|---|
| Vertical | 1310 | 1510 | 9 | - | - | - |
| Horizontal | 1320 | 1510 | 9 | - | - | - |
Step 1 Hardening:
840 - 870 °C, hold time 30 min when thoroughly heated, water or oil quenching
Step 2 Tempering:
160 - 200 °C, hold time 2 h when thoroughly heated, air cooling
Mechanical Properties Heat Treated
| EN ISO 6892-1 Room Temperature | 80 µm | Yield Strength [MPa] | Tensile Strength [MPa] | Elongation at Break A [%] | Reduction of Area Z [%] | Modulus of elasticity [GPa] | Number of Samples |
|---|---|---|---|---|---|---|
| Vertical | 1280 | 1490 | 9 | - | - | - |
| Horizontal | 1270 | 1490 | 9 | - | - | - |
Impact Toughness
| EN ISO 148-1, Charpy-V As Manufactured | |
|---|---|
| Typical Impact Toughness [J] | 30 |
| Layer Thickness | 40 µm |
| EN ISO 148-1, Charpy-V As Manufactured | |
|---|---|
| Typical Impact Toughness [J] | 30 |
| Layer Thickness | 80 µm |
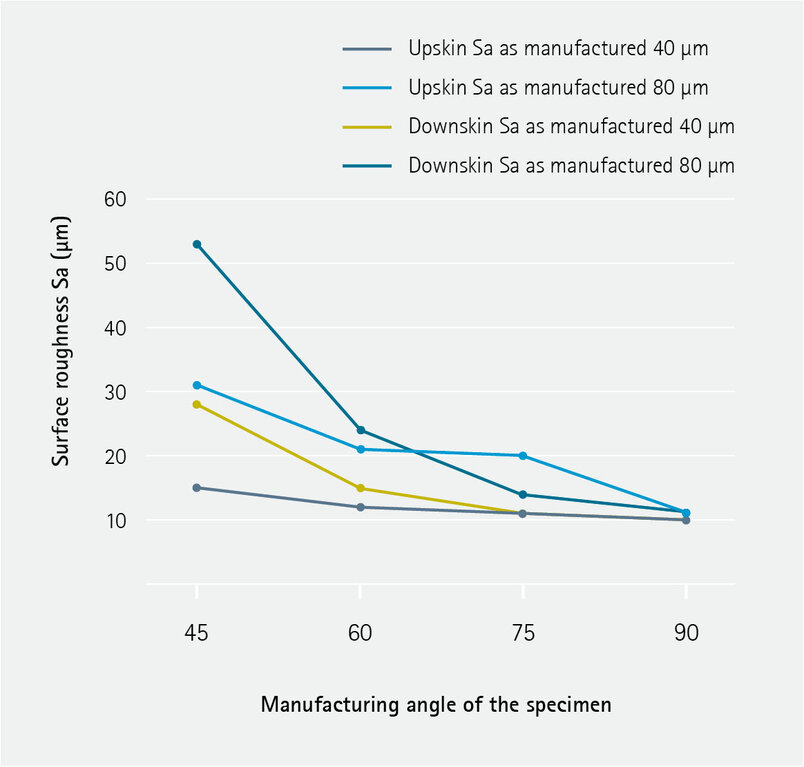
Surface Roughness
Coefficient of Thermal Expansion
| ASTM E228 | Temperature |
|---|---|
| 12.8*10-6/K | 25 – 100 ºC |
| 13.7*10-6/K | 25 – 200 ºC |
| 15.1*10-6/K | 25 – 300 ºC |
| 15.1*10-6/K | 25 – 400 ºC |
EOS CaseHardeningSteel 20MnCr5 for EOS M 400-4 | 40/80 µm
EOS M 400-4 - 40 µm - TRL 3
| System Setup | EOS M 400-4 |
|---|---|
| EOS Material set | 20MnCr5_040_080_CoreM404 |
| Software Requirements |
EOSPRINT 2.13 or newer |
| Recoater Blade | Ceramic |
| Nozzle | Standard |
| Inert gas | Nitrogen |
| Sieve | 75 µm |
| Additional Information | |
|---|---|
| Layer Thickness | 40 µm, 80 µm, 40/80 µm |
| Volume Rate | 4.1 - 7.9 mm³/s |
Chemical and Physical Properties of Parts
Microstructure of the Produced Parts
| Defects | Thickness | Result | Number of Samples |
|---|---|---|---|
| Average Defect Percentage | 40 µm | <0.1 % | - |
| Average Defect Percentage | 80 µm | <0.2 % | - |
Mechanical Properties
Mechanical Properties Heat Treated
| EN ISO 6892-1 Room Temperature | 40 µm | Yield Strength [MPa] | Tensile Strength [MPa] | Elongation at Break A [%] | Reduction of Area Z [%] | Modulus of elasticity [GPa] | Number of Samples |
|---|---|---|---|---|---|---|
| Vertical | 1310 | 1510 | 8 | - | - | - |
| Horizontal | 1300 | 1500 | 8 | - | - | - |
Mechanical Properties Heat Treated
| EN ISO 6892-1 Room Temperature | 80 µm | Yield Strength [MPa] | Tensile Strength [MPa] | Elongation at Break A [%] | Reduction of Area Z [%] | Modulus of elasticity [GPa] | Number of Samples |
|---|---|---|---|---|---|---|
| Vertical | 1270 | 1490 | 8 | - | - | - |
| Horizontal | 1270 | 1490 | 8 | - | - | - |
Impact Toughness
| EN ISO 148-1, Charpy-V As Manufactured | |
|---|---|
| Typical Impact Toughness [J] | 30 |
| Layer Thickness | 40 µm |
| EN ISO 148-1, Charpy-V As Manufactured | |
|---|---|
| Typical Impact Toughness [J] | 30 |
| Layer Thickness | 80 µm |
Surface Roughness
Coefficient of Thermal Expansion
| ASTM E228 | Temperature |
|---|---|
| 12.8*10-6/K | 25 – 100 ºC |
| 13.7*10-6/K | 25 – 200 ºC |
| 15.1*10-6/K | 25 – 300 ºC |
| 15.1*10-6/K | 25 – 400 ºC |