EOS StainlessSteel 17-4PH
Material Data Sheet
EOS StainlessSteel 17-4PH
EOS StainlessSteel 17-4PH is a martensitic precipitation hardening stainless steel with high strenght and toughness. EOS 17-4PH corresponds to ASTM A564 (UNS17400, 17-4PH). 17-4PH can be heat treated for use in components with different requirements. It can be widely used in engineering solutions and in components in the medical field.
- High strength
- Good corrosion resistance
- Surgical tools
- Pump components
- Paper mill equipment
The EOS Quality Triangle
EOS incorporates these TRLs into the following two categories:
- Premium products (TRL 7-9): offer highly validated data, proven capability and reproducible part properties.
- Core products (TRL 3 and 5): enable early customer access to newest technology still under development and are therefore less mature with less data.
All of the data stated in this material data sheet is produced according to EOS Quality Management System and international standards
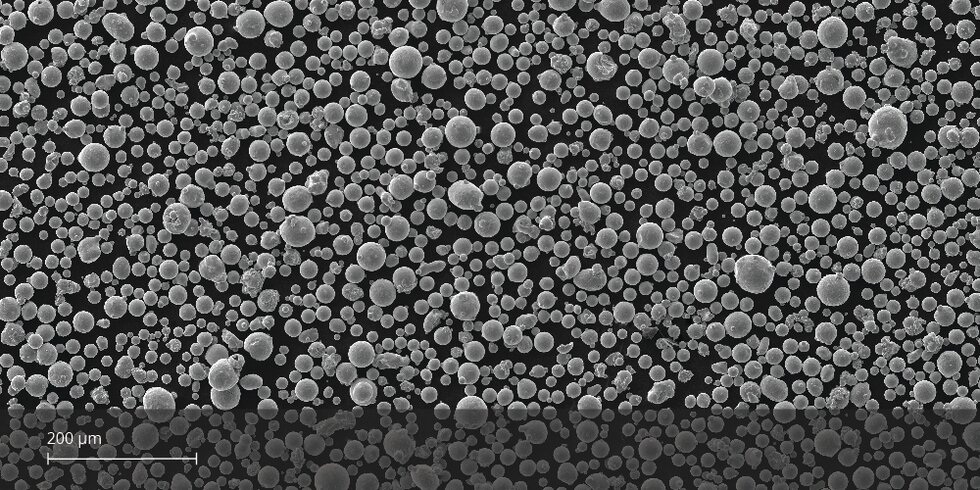
POWDER PROPERTIES
The chemical composition of EOS stainlessSteel 17-4PH is in compliance with ASTM A564.
Powder Chemical Composition (wt.-%)
| Element | Min. | Max. |
|---|---|---|
| Cr | 15 | 17.5 |
| Ni | 3 | 5 |
| Cu | 3 | 5 |
| Si | 0 | 1 |
| Mn | 0 | 1 |
| C | 0 | 0.07 |
| P | 0 | 0.04 |
| S | 0 | 0.03 |
| Nb + Ta | 0.15 | 0.45 |
Powder Particle Size
| Generic Particle Size Distribution | 15 - 65 μm | |
|---|---|---|
HEAT TREATMENT
EOS 17-4PH can be heat treated to match various needs of different applications. The two step heat treatment can be performed under vacuum or inert gas atmosphere. First step is solution annealing to minimize amount of austenite in the martensitic matrix. The needed hardness and strength is achieved through aging treatment where hardening takes place through forming of precipitates.
Solution annealing:
0.5-1 h at 1040 °C (±15 °C) measured from the part followed by rapid air cooling to room temperature (below 32 °C). Cooling rate 5-60 °C/min. Reaching room temperature before starting aging treatment is required to achieve desired microstructure.
Ageing:
Peak hardness of 42 HRC Is achieved with H900 ageing treatment of 1 h at 480 °C (±10 °C) measured from the part followed by air cooling. Mechanical properties presented in this document achieved through this aging procedure. For lower hardness and strength choose aging procedure according to the table.
| Condition | Ageing temperature [°C] | Hold time [h] | Cooling | Hardness [HRC] |
| H900 | 480 | 1 | Air | 42 |
| H925 | 495 | 4 | Air | 38 |
| H1025 | 550 | 4 | Air | 36 |
| H1075 | 580 | 4 | Air | 34 |
| H1100 | 595 | 4 | Air | 32 |
| H1150 | 620 | 4 | Air | 28 |
CYTOTOXICITY
Cytotoxicity tests were done according to ISO 10993-5. It included growth inhibition tests evaluated from two endpoints (XTT & BCA).
Tests were done with as-manufactured cubes. EOS StainlessSteel 17-4PH cubes were extracted under agitation for 24±2h with DMEM 10% FBS. L929 cells were then incubated for 68 – 72h with the following concentrations of the test extract: 13.2%, 19.8%, 29.6%, 44.4%, 66.7% and 100%. Surface/volume ratio used was 3cm2/mL.
In this study under the given conditions no leachable substances were released in cytotoxic concentrations from the test item as confirmed by two different endpoints (XTT, BCA).
EOS StainlessSteel 17-4PH for EOS M 290 | 40/80 µm
EOS M 290 - 40 µm - TRL 3
Process Information Metal
This process product is optimized for flexible and fast production of 17-4PH parts with EOS M 290 system. The parameter set has three different layer thickness options that can all be utilized within the same build: 40µm, 80 µm and 40/80 µm Skin. For high productivity needs a 80 µm parameter set is included with a build rate more than double the long established 40 µm parameter set. Both can be used separately for different parts or combined by using 40/80 µm Skin with faster 80 µm for the core of the part and higher quality 40 µm building for the surface of the part with defined thickness. Sectionioning parts in vertical direction for different parameters is also possible.
| System Setup | EOS M 290 |
|---|---|
| EOS Material set | 17-4PH_040_080_Core M291 |
| Required Software Plan | EOS BUILD |
| Software Requirements |
EOSPRINT 2.14 or newer |
| Recoater Blade | Ceramic |
| Nozzle | EOS Grid Nozzle |
| Inert gas | Argon |
| Sieve | 75 µm |
| Additional Information | |
|---|---|
| Layer Thickness | 40 µm, 80 µm, 40/80 µm |
| Volume Rate | 4.1-7.9 mm³/s |
| Typical Dimensional Change after HT [%] | +0.2 % |
Chemical and Physical Properties of Parts
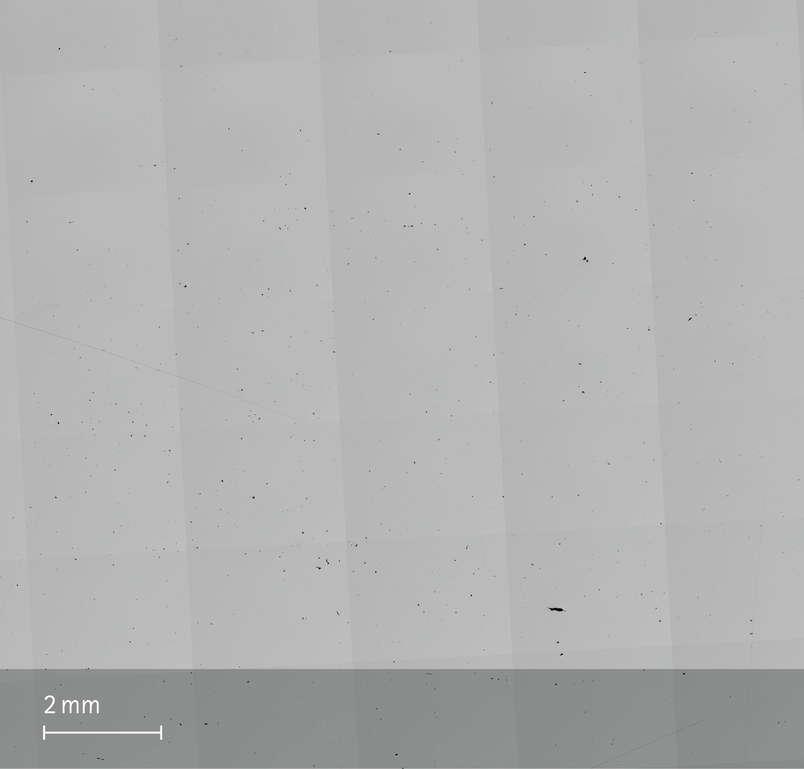
Etched micrograph of powder
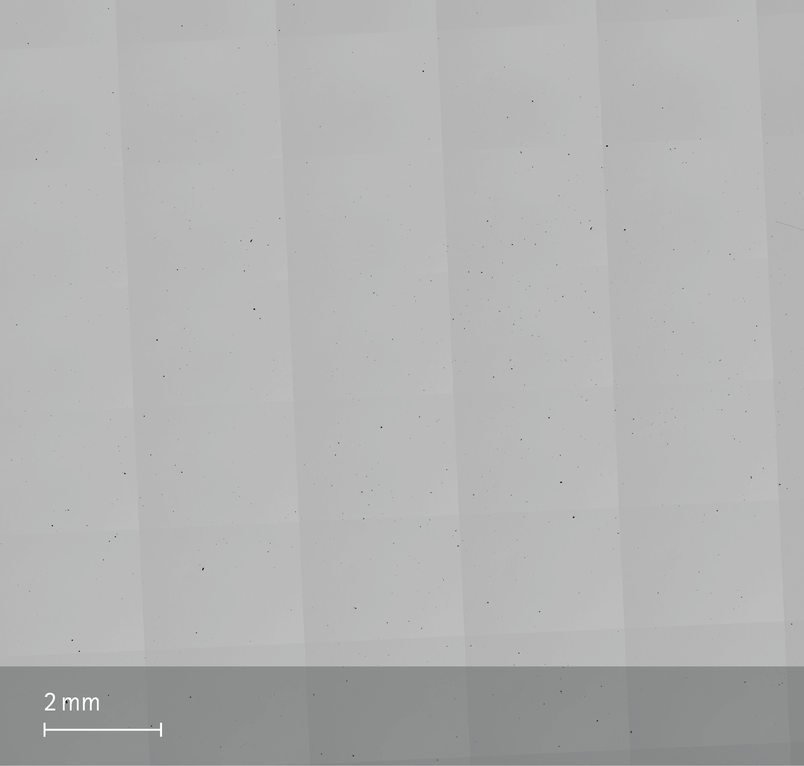
Microstructure of the Produced Parts
| Defects | Thickness | Result | Number of Samples |
|---|---|---|---|
| Average Defect Percentage | 40 µm | <0.1 % | - |
| Average Defect Percentage | 80 µm | <0.2 % | - |
Mechanical Properties
Mechanical Properties Heat Treated
| EN ISO 6892-1 Room Temperature | 40 µm | Yield Strength [MPa] | Tensile Strength [MPa] | Elongation at Break A [%] | Reduction of Area Z [%] | Modulus of elasticity [GPa] | Number of Samples |
|---|---|---|---|---|---|---|
| Vertical | 1240 | 1360 | 14 | - | - | - |
| Horizontal | 1240 | 1360 | 14 | - | - | - |
H900 Heat treatment
Mechanical Properties Heat Treated
| EN ISO 6892-1 Room Temperature | 80 µm | Yield Strength [MPa] | Tensile Strength [MPa] | Elongation at Break A [%] | Reduction of Area Z [%] | Modulus of elasticity [GPa] | Number of Samples |
|---|---|---|---|---|---|---|
| Vertical | 1240 | 1360 | 13 | - | - | - |
| Horizontal | 1230 | 1355 | 14 | - | - | - |
H900 Heat treatment
Impact Toughness
| EN ISO 148-1, Charpy-V Heat Treated | |
|---|---|
| Typical Impact Toughness [J] | 20 |
| Layer Thickness | 40 µm |
H900 Heat treatment
| Heat Treated | |
|---|---|
| Typical Impact Toughness [J] | 20 |
| Layer Thickness | 80 µm |
H900 Heat treatment
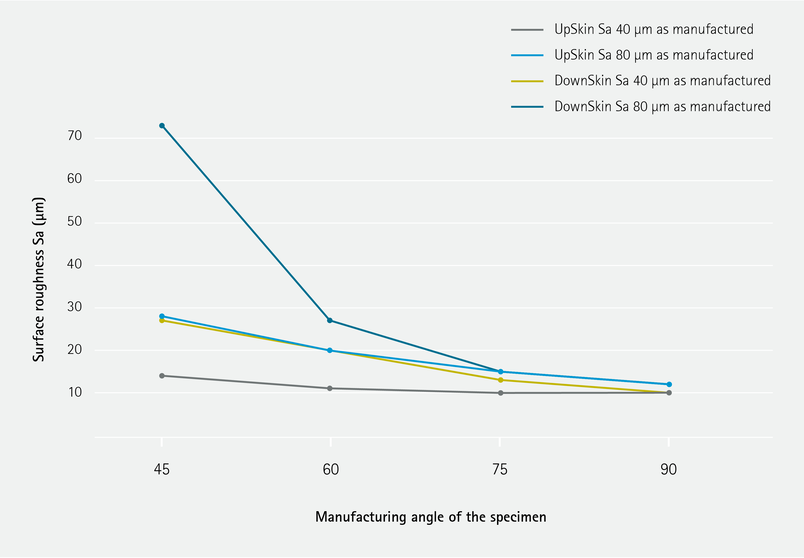
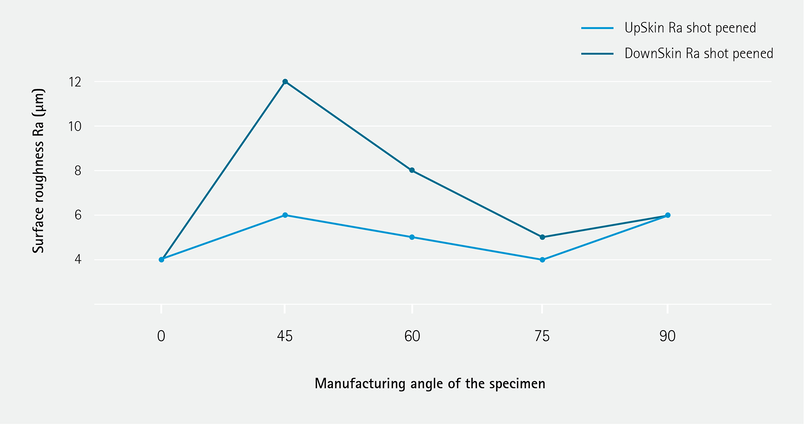
Surface Roughness
Coefficient of Thermal Expansion
| ASTM E228 | Temperature |
|---|---|
| 10.4*10-6/K | 25 – 100 ºC |
| 11.1*10-6/K | 25 – 200 ºC |
| 11.4*10-6/K | 25 – 300 ºC |
| 11.8*10-6/K | 25 – 400 ºC |
EOS StainlessSteel 17-4PH on EOS M 400-4 | 40/80 µm
EOS M 400-4 - 40 µm - TRL 3
Process Information Metal
This process product is optimized for flexible and fast production of 17-4PH parts with M 400-4 system. The parameter set has three different layer thickness options that can all be utilized within the same build: 40µm, 80 µm and 40/80 µm Skin. For high productivity needs a 80 µm parameter set is included with a build rate more than double the long established 40 µm parameter set. Both can be used separately for different parts or combined by using 40/80 µm Skin with faster 80 µm for the core of the part and higher quality 40 µm building for the surface of the part with defined thickness. Sectionioning parts in vertical direction for different parameters is also possible.
| System Setup | EOS M 400-4 |
|---|---|
| EOS Material set | 17-4PH_040_080_Core M404 |
| Required Software Plan | EOS BUILD |
| Software Requirements |
EOSPRINT 2.14 or newer |
| Recoater Blade | Ceramic |
| Inert gas | Argon |
| Sieve | 75 µm |
| Additional Information | |
|---|---|
| Layer Thickness | 40 µm, 80 µm, 40/80 µm |
| Volume Rate | 4.1 -7.9 mm³/s |
| Typical Dimensional Change after HT [%] | +0.2 % |
Chemical and Physical Properties of Parts
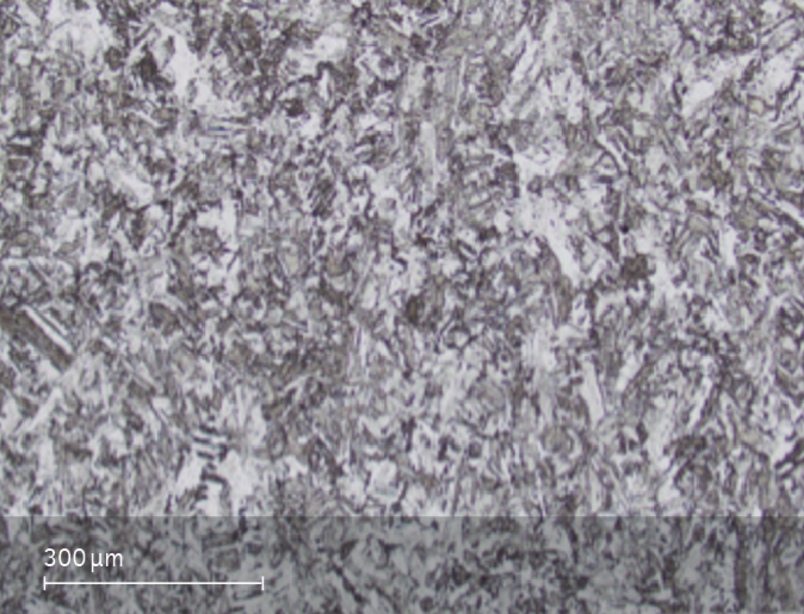
Microstructure of the Produced Parts
| Defects | Thickness | Result | Number of Samples |
|---|---|---|---|
| Average Defect Percentage | 40 µm | <0.1 % | - |
| Average Defect Percentage | 80 µm | <0.2 % | - |
Mechanical Properties
Mechanical Properties Heat Treated
| EN ISO 6892-1 Room Temperature | 40 µm | Yield Strength [MPa] | Tensile Strength [MPa] | Elongation at Break A [%] | Reduction of Area Z [%] | Modulus of elasticity [GPa] | Number of Samples |
|---|---|---|---|---|---|---|
| Vertical | 1245 | 1350 | 13 | - | - | - |
| Horizontal | 1240 | 1360 | 13 | - | - | - |
H900 Heat treatment
Mechanical Properties Heat Treated
| EN ISO 6892-1 Room Temperature | 80 µm | Yield Strength [MPa] | Tensile Strength [MPa] | Elongation at Break A [%] | Reduction of Area Z [%] | Modulus of elasticity [GPa] | Number of Samples |
|---|---|---|---|---|---|---|
| Vertical | 1190 | 1350 | 14 | - | - | - |
| Horizontal | 1180 | 1360 | 14 | - | - | - |
H900 Heat treatment
Impact Toughness
| EN ISO 148-1, Charpy-V Heat Treated | |
|---|---|
| Typical Impact Toughness [J] | 20 |
| Layer Thickness | 40 µm |
H900 Heat treatment
| Heat Treated | |
|---|---|
| Typical Impact Toughness [J] | 20 |
| Layer Thickness | 80 µm |
H900 Heat treatment
Surface Roughness
Coefficient of Thermal Expansion
| ASTM E228 | Temperature |
|---|---|
| 10.4*10-6/K | 25 – 100 ºC |
| 11.1*10-6/K | 25 – 200 ºC |
| 11.4*10-6/K | 25 – 300 ºC |
| 11.8*10-6/K | 25 – 400 ºC |
EOS StainlessSteel 17-4PH for EOS M 290 | 40 µm
EOS M 290 - 40 µm - TRL 7
Process Information Metal
This process product is optimized for flexible and reliable production of 17-4PH parts with emphasis on quality.
| System Setup | EOS M 290 |
|---|---|
| EOS Material set | 17-4PH_040_StainlessM291 |
| Software Requirements |
EOSPRINT 1.5 or newer |
| Recoater Blade | Ceramic |
| Nozzle | EOS Grid Nozzle |
| Inert gas | Argon |
| Sieve | 75 µm |
| Additional Information | |
|---|---|
| Layer Thickness | 40 µm |
| Volume Rate | 3.3 mm³/s |
| Typical Dimensional Change after HT [%] | +0.2 % |
Chemical and Physical Properties of Parts
Microstructure of the Produced Parts
| Defects | Thickness | Result | Number of Samples |
|---|---|---|---|
| Average Defect Percentage | - | 0.03 % | - |
| Density EN ISO 3369 | Thickness | Result | Number of Samples |
|---|---|---|---|
| Average Density | - | ≥7.79 g/cm³ | - |
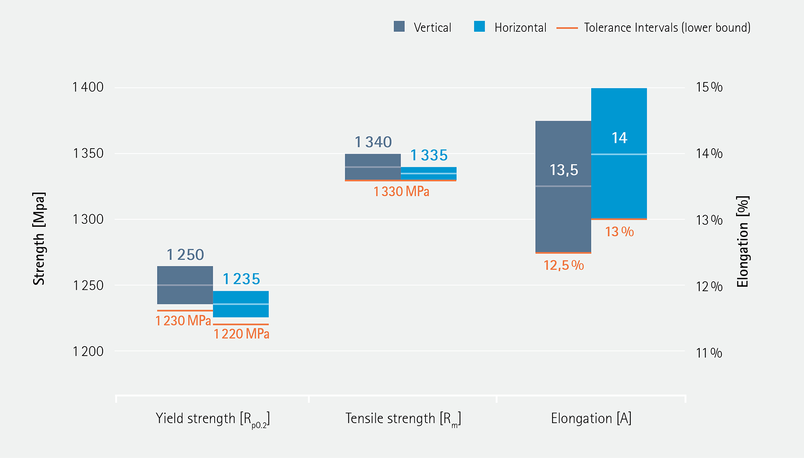
Mechanical Properties Heat Treated
| EN ISO 6892-1 Room Temperature | 40 µm | Yield Strength [MPa] | Tensile Strength [MPa] | Elongation at Break A [%] | Reduction of Area Z [%] | Modulus of elasticity [GPa] | Number of Samples |
|---|---|---|---|---|---|---|
| Vertical | 1250 | 1340 | 13.5 | - | - | - |
| Horizontal | 1235 | 1335 | 14 | - | - | - |
H900 Heat treatment
Mechanical Properties As Manufactured
| EN ISO 6892-1 Room Temperature | | Yield Strength [MPa] | Tensile Strength [MPa] | Elongation at Break A [%] | Reduction of Area Z [%] | Modulus of elasticity [GPa] | Number of Samples |
|---|---|---|---|---|---|---|
| Vertical | 860 | 920 | 20 | - | - | - |
| Horizontal | 890 | 860 | 20 | - | - | - |
Hardness
| EN ISO 6508 Heat Treated | |
|---|---|
| Value | 42 |
| Unit | HRC |
| EN ISO 6508 As Manufactured | |
|---|---|
| Value | 24 |
| Unit | HRC |
Surface Roughness
Coefficient of Thermal Expansion
| ASTM E228 | Temperature |
|---|---|
| 10.4*10-6/K | 25 – 100 ºC |
| 11.1*10-6/K | 25 – 200 ºC |
| 11.4*10-6/K | 25 – 300 ºC |
| 11.8*10-6/K | 25 – 400 ºC |
EOS StainlessSteel 17-4PH for EOS M 300-4 | 40 µm
EOS M 300-4 - 40 µm - TRL 3
| System Setup | EOS M 300-4 |
|---|---|
| EOS Material set | 17-4PH_040_CoreM304 |
| Software Requirements |
EOSPRINT 2.11 or newer |
| Recoater Blade | Ceramic |
| Build Platform Temperature | 80 °C |
| Inert gas | Argon |
| Sieve | 75 µm |
| Additional Information | |
|---|---|
| Layer Thickness | 40 µm |
| Volume Rate | up to 4 x 3.32 mm³/s |
Microstructure of the Produced Parts
| Defects | Thickness | Result | Number of Samples |
|---|---|---|---|
| Average Defect Percentage | - | 0.014 % | - |
Mechanical Properties
Mechanical Properties As Manufactured
| EN ISO 6892-1 Room Temperature | | Yield Strength [MPa] | Tensile Strength [MPa] | Elongation at Break A [%] | Reduction of Area Z [%] | Modulus of elasticity [GPa] | Number of Samples |
|---|---|---|---|---|---|---|
| Vertical | 947 | 1052 | 15.7 | - | - | - |
| Horizontal | 941 | 1015 | 16.8 | - | - | - |
Mechanical Properties Heat Treated
| EN ISO 6892-1 Room Temperature | | Yield Strength [MPa] | Tensile Strength [MPa] | Elongation at Break A [%] | Reduction of Area Z [%] | Modulus of elasticity [GPa] | Number of Samples |
|---|---|---|---|---|---|---|
| Vertical | 1240 | 1371 | 10.5 | - | - | - |
| Horizontal | 1207 | 1349 | 10.7 | - | - | - |