EOS Titanium Ti64 Grade 23
Material Data Sheet
EOS Titanium Ti64 Grade 23
EOS Titanium Ti64 Grade 23 is a Ti6Al4V alloy with lower amount of oxygen and iron compared to the standard Ti64 alloy. The material is well-known for having excellent mechanical properties: low density with high strength and excellent corrosion resistance. EOS Titanium Ti64 Grade 23 is a titanium alloy powder intended for manufacturing parts on EOS metal systems with EOS DMLS processes.
Compared to Ti64, Ti64ELI has better elongation and toughness, but lower strength. Generally, Ti64ELI alloys are considered to be biocompatible and have low specific weight compared to CoCr alloys.
Parts built with EOS Titanium Ti64 Grade 23 powder can be machined, shot peened and polished in as manufactured and heat treated states. Due to the layerwise building method, the parts have a certain anisotropy. Heat treatment is recommended to reduce internal stresses and increase ductility.
EOS Titanium Ti64 Grade 23 powder can be used on the EOS M 290 with a 40 μm and 80 μm process and on the EOS M 400-4 with an 80 μm process.
- Low weight combined with high strength
- Excellent corrosion resistance
- High fatigue resistance compared to other lightweight alloys
- The parts fulfill chemical requirements for Grade 23 alloy
- Medical components
- Implants
- Other industrial applications where low weight in combination with high strength are required
The EOS Quality Triangle
EOS incorporates these TRLs into the following two categories:
- Premium products (TRL 7-9): offer highly validated data, proven capability and reproducible part properties.
- Core products (TRL 3 and 5): enable early customer access to newest technology still under development and are therefore less mature with less data.
All of the data stated in this material data sheet is produced according to EOS Quality Management System and international standards
POWDER PROPERTIES
EOS Titanium Ti64 Grade 23 powder is classified as Grade 23 titanium alloy according to ASTM B348. The chemical composition is in compliance with standards ASTM F136, ASTM F3001, and ASTM F3302.
Powder Chemical Composition (wt.-%)
| Element | Min. | Max. |
|---|---|---|
| Ti | Balance | |
| Al | 5.5 | 6.5 |
| V | 3.5 | 4.5 |
| O | 0 | 0.13 |
| N | 0 | 0.05 |
| C | 0 | 0.08 |
| H | 0 | 0.012 |
| Fe | 0 | 0.25 |
| Y | 0 | 0.005 |
| - | 0 | 0.1 |
| - | 0 | 0.4 |
Powder Particle Size
| GENERIC PARTICLE SIZE DISTRIBUTION | 20 - 80 μm | |
|---|---|---|
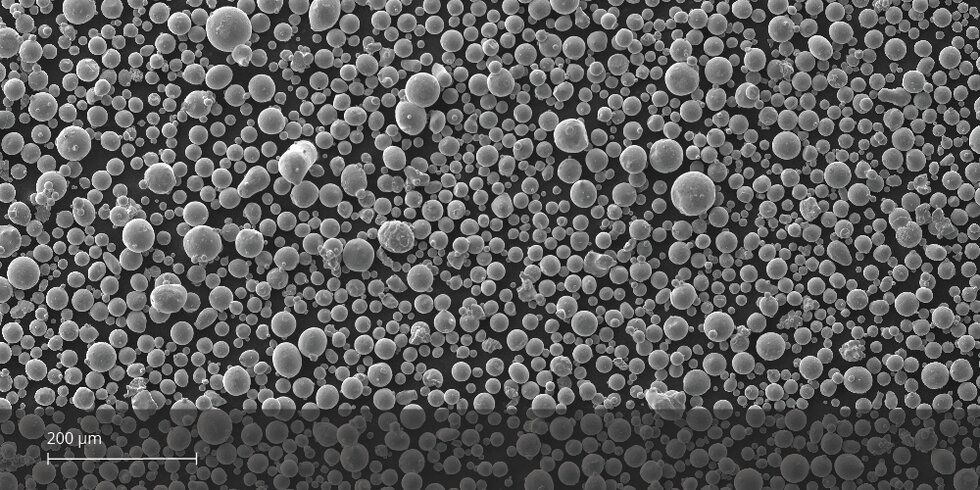
SEM micrograph of EOS Titanium Ti64 Grade 23 powder
HEAT TREATMENT
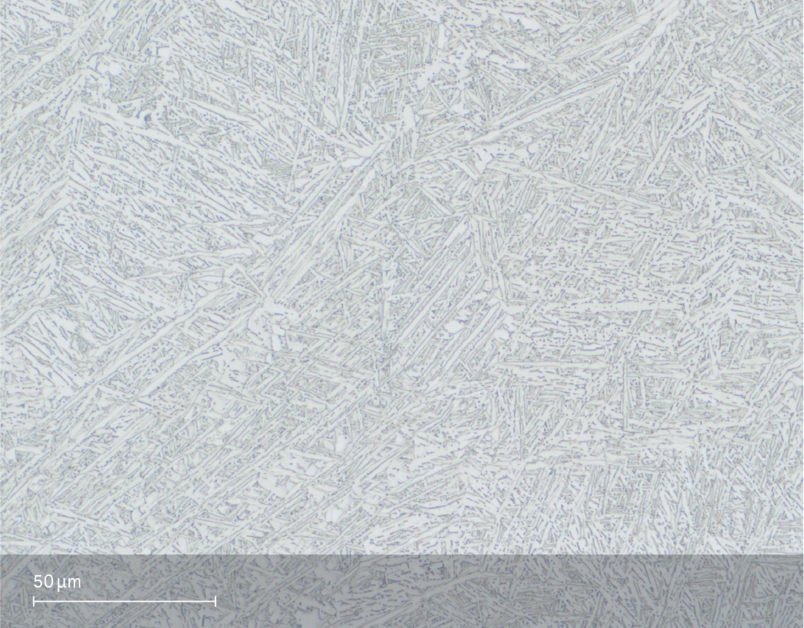
As manufactured microstructure for additively manufactured Ti64 consists of fully acicular alpha prime (α‘) phase. Standard heat treatments for titanium do not necessarily produce desired microstructures due to this different starting microstructure. Heat treatment is recommended to relieve stresses and to increase ductility. Use of vacuum furnace is highly recommended to avoid the formation of alpha case on the surface of the parts.
120min (± 30 min) at 800 °C (± 10°C) measured from the part in vacuum (1.3x10-3-1.3x10-5 mbar) followed by slow cooling under vacuum or argon.
Material mechanical properties are relatively insensitive to changes in heating and cooling rates, but longer treatment times may result in decreased strength and increased elongation.
Parts heat treated according to the recommended heat treatment have a microstructure consisting of fine alpha + beta (α + β) phase.
EOS Titanium Ti64 Grade 23 for EOS M 290 | 40 µm
EOS M 290 - 40 µm - TRL 7
Process Information Metal
This process product was developed specifically for the production of parts with high fatigue strength without the need for Hot Isostatic Pressing (HIP).
Main Characteristics:
- Robust production of parts in small series and series production
- Improved fatigue strength compared to previous generation EOS Titanium Ti64ELI products
- Possibility for shortened overall production time by avoiding HIP as post-process treatment step
| System Setup | EOS M 290 |
|---|---|
| EOS Material set | Ti64_Grade23_040_HiPerM291 |
| Software Requirements |
EOSPRINT 2.5 or newer EOSYSTEM 2.8 or newer |
| Recoater Blade | HSS (High Speed Steel) |
| Nozzle | EOS Grid Nozzle |
| Inert gas | Argon |
| Sieve | 90 µm |
| Additional Information | |
|---|---|
| Layer Thickness | 40 µm |
| Volume Rate | 6.2 mm³/s |
| Min. Wall Thickness | approx. 0.4 mm |
Chemical and Physical Properties of Parts
The chemical composition of parts is in compliance with standards ASTM F136, ASTMF3001, and ASTM F3302. Composition complies with EOS Titanium Ti64 Grade 23 powder.
Microstructure of the Produced Parts
| Defects | Thickness | Result | Number of Samples |
|---|---|---|---|
| Average Defect Percentage | 40 µm | 0.01 % | - |
| Density EN ISO 3369 | Thickness | Result | Number of Samples |
|---|---|---|---|
| Average Density | 40 µm | ≥ 4.4 g/cm³ | - |
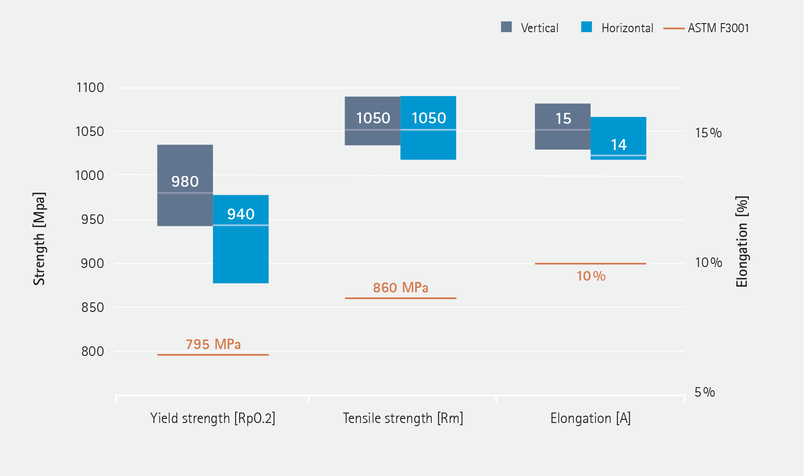
Mechanical Properties Heat Treated
| EN ISO 6892-1 Room Temperature | 40 µm | Yield Strength [MPa] | Tensile Strength [MPa] | Elongation at Break A [%] | Reduction of Area Z [%] | Modulus of elasticity [GPa] | Number of Samples |
|---|---|---|---|---|---|---|
| Vertical | 980 | 1050 | 15 | 25 | - | - |
| Horizontal | 940 | 1050 | 14 | 25 | - | - |
As manufactured microstructure for additively manufactured Ti64ELI consists of fully acicular alpha prime (α‘) phase.
Standard heat treatments for titanium do not necessarily produce desired microstructures due to this different starting microstructure.
Heat treatment is recommended to relieve stresses and to increase ductility. Use of vacuum furnace is highly recommended to avoid the formation of alpha case on the surface of the parts.
Heat Treatment Description:
120min (± 30 min) at 800 °C (± 10°C) measured from the part in vacuum (1.3x10-3-1.3x10-5 mbar) followed by cooling under vacuum or argon quenching.
Material mechanical properties are relatively insensitive to changes in heating and cooling rates, but longer treatment times may result in decreased strength and increased elongation.
Parts heat treated according to the recommended heat treatment have a microstructure consisting of fine alpha + beta (α + β) phase.
Fatigue
| Heat Treated | |
|---|---|
| Fatigue strength [MPa] | 589 |
Fatigue strength at 1 x 10 million cycles in heat treated state Fatigue strength determines a stress level where specimen fails at a defined number of stress cycles [ISO 12107]. Fatigue strength was estimated statistically according to ISO 12107. Testing was done according to ASTM E466. Fatigue results typically show large deviations due to the nature of the fatigue process [ISO 12107].
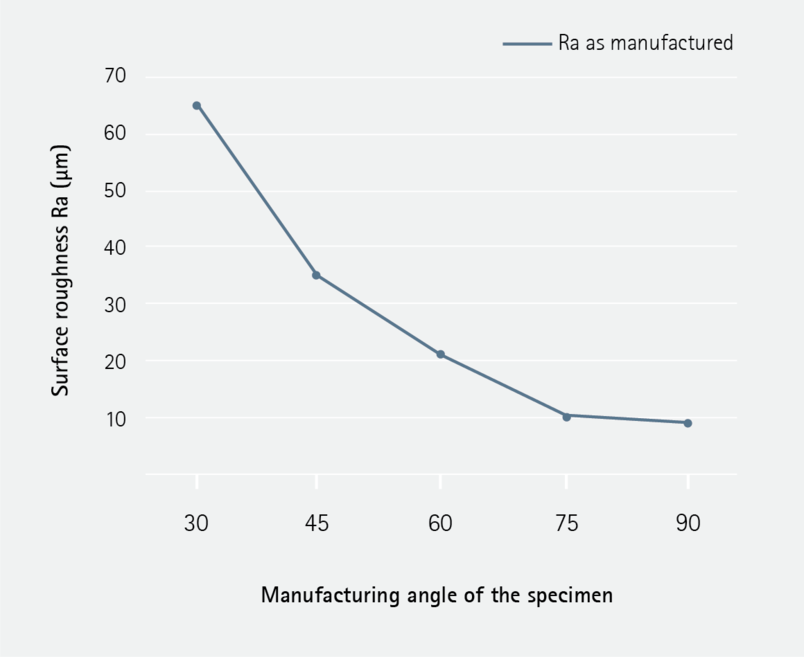
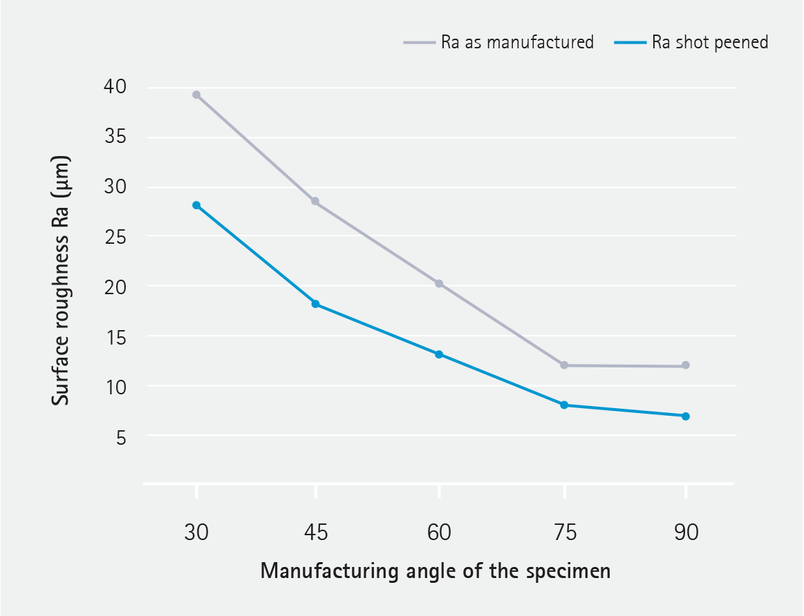
Surface Roughness
Cytotoxicity
The cytotoxicity of EOS Titanium Ti64 Grade 23 plate samples was evaluated using an in vitro method according to ISO 10993-1: 2009, ISO 10993-5: 2009 and ISO 10993-12: 2012. In this study under the given conditions no leachable substances were released in cytotoxic concentrations from the test item as confirmed by two different endpoints (XTT, BCA). It is the responsibility of the producer of a part to validate biocompatibility as well as its suitability for a particular purpose. EOS has not FDA cleared this product for medical device manufacturers to use this material in FDA sensitive applications.
Coefficient of Thermal Expansion
| ASTM E228 | Temperature |
|---|---|
| 9*10-6/K | 25 – 100 ºC |
| 9.4*10-6/K | 25 – 200 ºC |
| 9.7*10-6/K | 25 – 300 ºC |
EOS Titanium Ti64 Grade 23 for EOS M 290 | 80 µm
EOS M 290 - 80 µm - TRL 3
Process Information Metal
This process product is optimized for faster production of parts with properties according to ASTM F136. For most demanding applications, Hot Isostatic Pressing (HIP) is recommended to optimize high cycle fatigue properties
Main Characteristics:
- Parameter set for fast and cost efficient production of Ti64ELI parts in small series or serial production
- 15 - 30 % faster than EOS Ti64 Speed (60 µm) parameter set
- 50 % faster than EOS Ti64 Grade 23 HiPer (40 µm) parameter set
- Industries that require hot isostatic pressing (HIP) as standard post-treatment, the parameter set enables faster production.
| System Setup | EOS M 290 |
|---|---|
| EOS Material set | Ti64Grade23_080_CoreM291 |
| Software Requirements |
EOSPRINT 2.5 or newer EOSYSTEM 2.8 or newer |
| Recoater Blade | HSS (High Speed Steel) |
| Nozzle | EOS Grid Nozzle |
| Inert gas | Argon |
| Sieve | 90 µm |
| Additional Information | |
|---|---|
| Layer Thickness | 80 µm |
| Volume Rate | 12 mm³/s |
Chemical and Physical Properties of Parts
The chemical composition of parts is in compliance with standards ASTM F136, ASTM F3001, and ASTM F3302. Composition complies with EOS Titanium Ti64 Grade 23 powder.
Microstructure of the Produced Parts
| Defects | Thickness | Result | Number of Samples |
|---|---|---|---|
| Average Defect Percentage | 80 µm | < 0.1 % | - |
Mechanical Properties
Mechanical Properties Heat Treated
| EN ISO 6892-1 Room Temperature | 80 µm | Yield Strength [MPa] | Tensile Strength [MPa] | Elongation at Break A [%] | Reduction of Area Z [%] | Modulus of elasticity [GPa] | Number of Samples |
|---|---|---|---|---|---|---|
| Vertical | 1020 | 1110 | 15 | 25 | - | - |
| Horizontal | 1000 | 1100 | 15 | 25 | - | - |
As manufactured microstructure for additively manufactured Ti64ELI consists of fully acicular alpha prime (α‘) phase.
Standard heat treatments for titanium do not necessarily produce desired microstructures due to this different starting microstructure.
Heat treatment is recommended to relieve stresses and to increase ductility. Use of vacuum furnace is highly recommended to avoid the formation of alpha case on the surface of the parts.
Heat Treatment Description:
120min (± 30 min) at 800 °C (± 10°C) measured from the part in vacuum (1.3x10-3-1.3x10-5 mbar) followed by cooling under vacuum or argon quenching.
Material mechanical properties are relatively insensitive to changes in heating and cooling rates, but longer treatment times may result in decreased strength and increased elongation.
Parts heat treated according to the recommended heat treatment have a microstructure consisting of fine alpha + beta (α + β) phase.
Elogation at break A and reduction of area Z in vertical direction in heat treated condition: Mean values above the standard limits, some outliers below the limits.
Reduction of area Z ≥ 25%.
Mechanical Properties HIP
| EN ISO 6892-1 Room Temperature | 80 µm | Yield Strength [MPa] | Tensile Strength [MPa] | Elongation at Break A [%] | Reduction of Area Z [%] | Modulus of elasticity [GPa] | Number of Samples |
|---|---|---|---|---|---|---|
| Vertical | 920 | 1020 | 16 | 25 | - | - |
| Horizontal | 900 | 1010 | 16 | 25 | - | - |
Fatigue
| HIP | |
|---|---|
| Fatigue strength [MPa] | 675 |
High cycle fatigue strength was estimated statistically according to ISO 12107. Testing was done according to ASTM E466 with run-out limit 107 cycles.
EOS Titanium Ti64 Grade 23 for EOS M 400-4 | 80 µm
EOS M 400-4 - 80 µm - TRL 3
Process Information Metal
This process product is optimized for faster production of parts with properties according to ASTM F136. For most demanding applications, Hot Isostatic Pressing (HIP) is recommended to optimize high cycle fatigue properties.
Main Characteristics:
- Parameter set for fast and cost efficient production of Ti64ELI parts in small series or serial production
- 15 - 30 % faster than EOS Ti64 Speed (60 µm) parameter set
- Industries that require hot isostatic pressing (HIP) as standard post-treatment, the parameter set enables faster production.
| System Setup | EOS M 400-4 |
|---|---|
| EOS Material set | Ti64Grade23_040_080_CoreM404 |
| Software Requirements |
EOSPRINT 2.7 or newer EOSYSTEM 2.11 or newer |
| Recoater Blade | HSS (High Speed Steel) |
| Inert gas | Argon |
| Sieve | 90 µm |
| Additional Information | |
|---|---|
| Layer Thickness | 80 µm |
| Volume Rate | up to 4 x 12 mm³/s |
Chemical and Physical Properties of Parts
The chemical composition of parts is in compliance with standards ASTM F136, ASTM F3001, and ASTM F3302. Composition complies with EOS Titanium Ti64 Grade 23 powder.
Microstructure of the Produced Parts
| Defects | Thickness | Result | Number of Samples |
|---|---|---|---|
| Average Defect Percentage | 80 µm | < 0.1 % | - |
Mechanical Properties
Mechanical Properties Heat Treated
| EN ISO 6892-1 Room Temperature | 80 µm | Yield Strength [MPa] | Tensile Strength [MPa] | Elongation at Break A [%] | Reduction of Area Z [%] | Modulus of elasticity [GPa] | Number of Samples |
|---|---|---|---|---|---|---|
| Vertical | 1010 | 1090 | 14 | 25 | - | - |
| Horizontal | 990 | 1090 | 15 | 25 | - | - |
As manufactured microstructure for additively manufactured Ti64ELI consists of fully acicular alpha prime (α‘) phase.
Standard heat treatments for titanium do not necessarily produce desired microstructures due to this different starting microstructure.
Heat treatment is recommended to relieve stresses and to increase ductility. Use of vacuum furnace is highly recommended to avoid the formation of alpha case on the surface of the parts.
Heat Treatment Description:
120min (± 30 min) at 800 °C (± 10°C) measured from the part in vacuum (1.3x10-3-1.3x10-5 mbar) followed by cooling under vacuum or argon quenching.
Material mechanical properties are relatively insensitive to changes in heating and cooling rates, but longer treatment times may result in decreased strength and increased elongation.
Parts heat treated according to the recommended heat treatment have a microstructure consisting of fine alpha + beta (α + β) phase.
Elogation at break A and reduction of area Z in vertical direction in heat treated condition: Mean values above the standard limits, some outliers below the limits.
Reduction of area Z ≥ 25%.
Mechanical Properties HIP
| EN ISO 6892-1 Room Temperature | 80 µm | Yield Strength [MPa] | Tensile Strength [MPa] | Elongation at Break A [%] | Reduction of Area Z [%] | Modulus of elasticity [GPa] | Number of Samples |
|---|---|---|---|---|---|---|
| Vertical | 910 | 1010 | 16 | 25 | - | - |
| Horizontal | 890 | 1000 | 16 | 25 | - | - |
Fatigue
| HIP | |
|---|---|
| Fatigue strength [MPa] | 563 |
High cycle fatigue strength was estimated statistically according to ISO 12107. Testing was done according to ASTM E466 with run-out limit 107 cycles.
EOS Titanium Ti64 Grade 23 for EOS M 300-4 | 40 µm
EOS M 300-4 - 40 µm - TRL 3
| System Setup | EOS M 300-4 |
|---|---|
| EOS Material set | Ti64Grade23_040_CoreM304 |
| Recoater Blade | HSS (High Speed Steel) |
| Inert gas | Argon |
| Sieve | 90 µm |
| Additional Information | |
|---|---|
| Layer Thickness | 40 µm |
| Volume Rate | up to 4 x 6.2 mm³/s |
Chemical and Physical Properties of Parts
The chemical composition of parts is in compliance with standards ASTM F136, ASTM F3001, and ASTM F3302. Composition complies with EOS Titanium Ti64 Grade 23 powder.
Microstructure of the Produced Parts
| Defects | Thickness | Result | Number of Samples |
|---|---|---|---|
| Average Defect Percentage | 40 µm | < 0.1 % | - |
Mechanical Properties
Mechanical Properties Heat Treated
| EN ISO 6892-1 Room Temperature | 40 µm | Yield Strength [MPa] | Tensile Strength [MPa] | Elongation at Break A [%] | Reduction of Area Z [%] | Modulus of elasticity [GPa] | Number of Samples |
|---|---|---|---|---|---|---|
| Vertical | 1070 | 1150 | 12 | 25 | - | - |
| Horizontal | 990 | 1100 | 14 | 25 | - | - |
As manufactured microstructure for additively manufactured Ti64ELI consists of fully acicular alpha prime (α‘) phase.
Standard heat treatments for titanium do not necessarily produce desired microstructures due to this different starting microstructure.
Heat treatment is recommended to relieve stresses and to increase ductility. Use of vacuum furnace is highly recommended to avoid the formation of alpha case on the surface of the parts.
Heat Treatment Description:
120min (± 30 min) at 800 °C (± 10°C) measured from the part in vacuum (1.3x10-3-1.3x10-5 mbar) followed by cooling under vacuum or argon quenching.
Material mechanical properties are relatively insensitive to changes in heating and cooling rates, but longer treatment times may result in decreased strength and increased elongation.
Parts heat treated according to the recommended heat treatment have a microstructure consisting of fine alpha + beta (α + β) phase.
Elogation at break A and reduction of area Z in vertical direction in heat treated condition: Mean values above the standard limits, some outliers below the limits.
Reduction of area Z ≥ 25%.
Surface Roughness