EOS Aluminium AlSi10Mg for EOS M 300-4 1kW | 80 μm
EOS M 300-4 1kW - 80 µm - TRL 3
Process Information Metal
1kW process with very high build rate to meet casting requirements. Low angle buildability and new supporting strategy enable low effort post processing.
Main Characteristics:
→ High productivity process with 1kW-laser
→ Buildability up to 20° angle
→ Easier to remove support strategy
→ Reduction in post processing
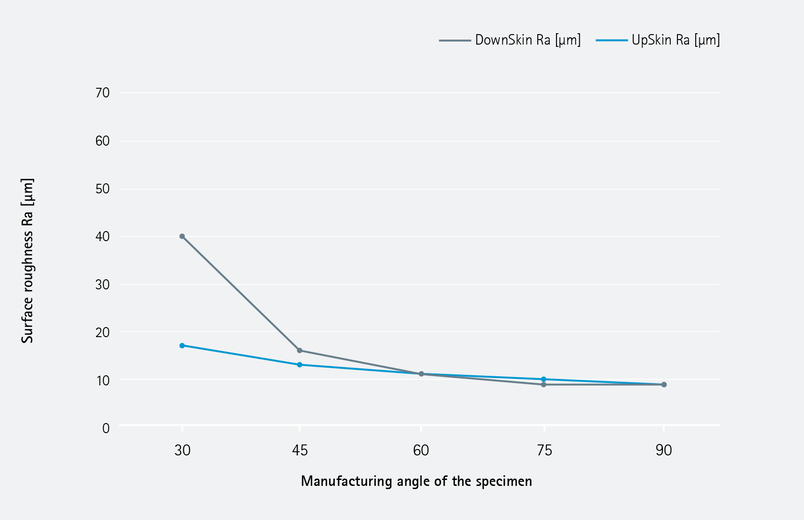
→ Good surface roughness
Typical applications:
→ General engineering components and parts subject to high loads
→ Casting parts
| System Setup | EOS M 300-4 1kW |
|---|---|
| EOS Material set | AlSi10Mg_080_HiProM314 |
| Required Software Plan | EOS BUILD |
| Software Requirements |
EOSPRINT 2.16 or newer |
| Recoater Blade | HSS (High Speed Steel) |
| Build Platform Temperature | 165 °C |
| Inert gas | Argon |
| Sieve | 90 µm |
| Additional Information | |
|---|---|
| Layer Thickness | 80 µm |
| Volume Rate | up to 4 x 36 mm³/s |
Chemical and Physical Properties of Parts
The chemical composition of the EOS Aluminium AlSi10Mg parts is in compliance with DIN EN 1706 (EN AC—43000) and ASTM F3318-18 standards.
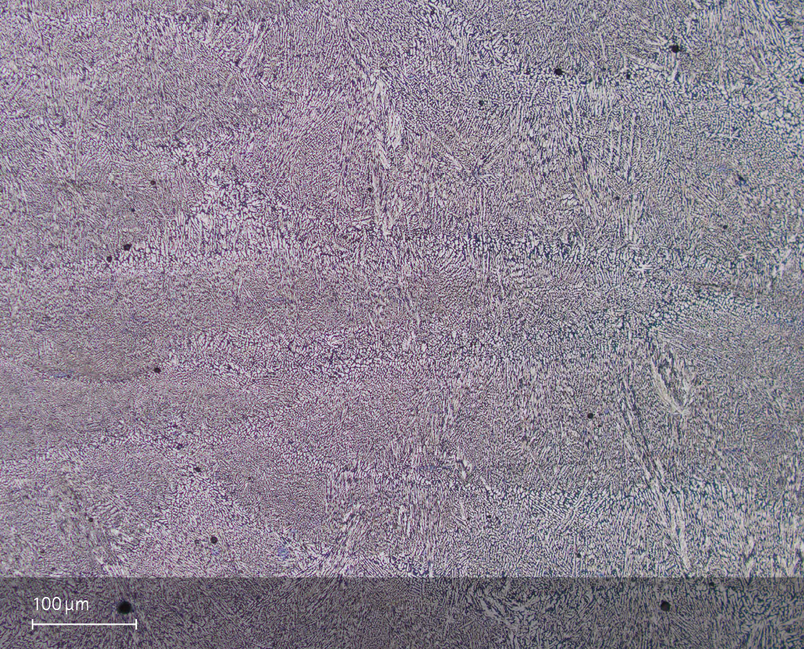
Microstructure of the Produced Parts
| Defects | Thickness | Result | Number of Samples |
|---|---|---|---|
| Average Defect Percentage | 80 µm | 0.35 % | - |
Mechanical Properties
Mechanical Properties Heat Treated
| EN ISO 6892-1 Room Temperature | 80 µm | Yield Strength [MPa] | Tensile Strength [MPa] | Elongation at Break A [%] | Reduction of Area Z [%] | Modulus of elasticity [GPa] | Number of Samples |
|---|---|---|---|---|---|---|
| Vertical | 230 | 300 | 10 | - | - | - |
| Horizontal | 240 | 310 | 11 | - | - | - |
EOS T6 Heat Treatment
EOS has developed an AM optimized heat treatment procedure that is 40 % shorter than conventional T6 heat treatment procedures.
Solution annealing 30 min @ 530 °C, water quench. Artificial aging 6 h @ 165 °C, cooling in air. Parts to preheated oven. Maximum overheating 5 °C. Delay between SA and quenching maximum 30 s. Oven type & configuration may have impact on the mechanical properties. For complex and massive parts uniform heating and cooling needs to be arranged.
EOS T6 treatment is recommended to obtain controlled mechanical properties and lower variation in mechanical values (for example in long build jobs if heat transfer from parts is limited by low amount of support and after stress relief heat treatment).
An increase in porosity due to heat treatment is possible. A more detailed description of heat treatment is available upon request.
Solution Annealing:
30 minutes in 530 °C followed by immediate quenching to water.
Aging:
Artificial aging of 6 hours in 165 °C followed by cooling in air.
In case higher build platform temperature is used it is strongly advised to perform EOS T6 heat treatment in order to obtain mechanical properties similar to those stated in the MDS.
Mechanical Properties As Manufactured
| EN ISO 6892-1 Room Temperature | 80 µm | Yield Strength [MPa] | Tensile Strength [MPa] | Elongation at Break A [%] | Reduction of Area Z [%] | Modulus of elasticity [GPa] | Number of Samples |
|---|---|---|---|---|---|---|
| Vertical | 150 | 290 | 5 | - | - | - |
| Horizontal | 140 | 240 | 9 | - | - | - |
Hardness
| EN ISO 6506 As Manufactured | |
|---|---|
| Value | 80 |
| Unit | HBS 1/10 |
| EN ISO 6506 Heat Treated | |
|---|---|
| Value | 95 |
| Unit | HBS 1/10 |
Surface Roughness