EOS NickelAlloy IN738 for EOS M 290 | 40 µm
EOS M 290 - 40 µm - TRL 5
Process Information Metal
EOS NickelAlloy IN738 is susceptible to formation of macrocracks upon heat treatment, dependant on part geometry.
Following are recommendations to mitigate the risk of macrocrack formation:
(1) shot peening of parts prior to heat treatment; (2) a combined stress relieve and solution treatment plus HIP treatment using pre-pressurization.
| System Setup | EOS M 290 |
|---|---|
| EOS Material set | IN738_040_CoreM291 |
| Required Software Plan | EOS BUILD |
| Software Requirements |
EOSPRINT 2.15 or newer EOSYSTEM 2.19 or newer
|
| Recoater Blade | HSS (High Speed Steel) |
| Nozzle | EOS Grid Nozzle |
| Inert gas | Argon |
| Sieve | 63 µm |
| Additional Information | |
|---|---|
| Layer Thickness | 40 µm |
| Volume Rate | 2.7 mm³/s |
| Min. Wall Thickness | 0.4 mm |
| Typical Dimensional Change after HT [%] | - 0.2 % after HIP and ageing % |
Chemical and Physical Properties of Parts
Powder and built part compositions are based on AMS 5410C.
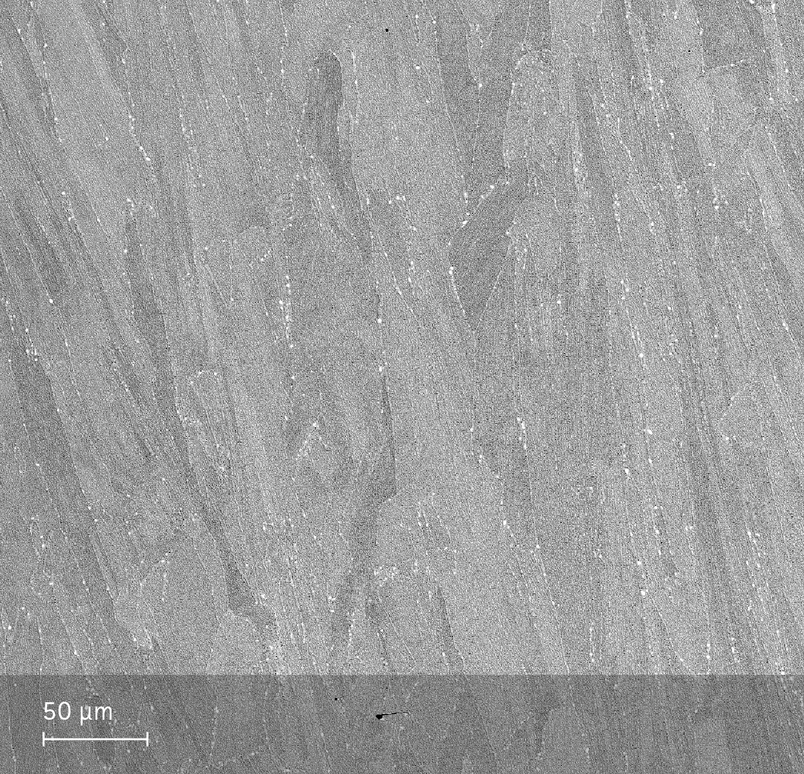
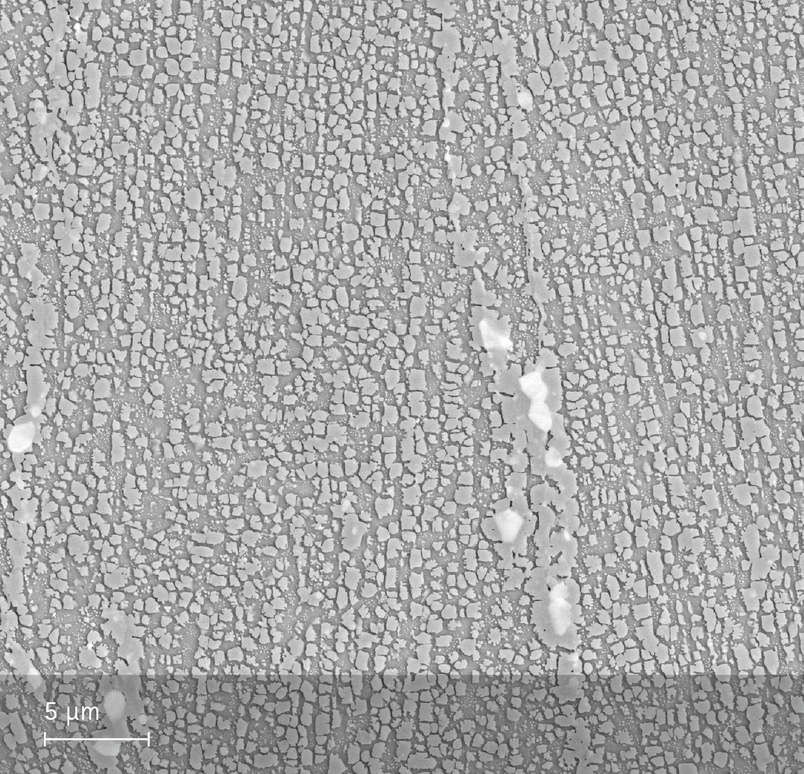
Microstructure of the Produced Parts
| Defects | Thickness | Result | Number of Samples |
|---|---|---|---|
| Average Defect Percentage | 40 µm | 0.05 % | 5 |
| Average Defect Percentage | 40 µm | 0.001 % | - |
Mechanical Properties
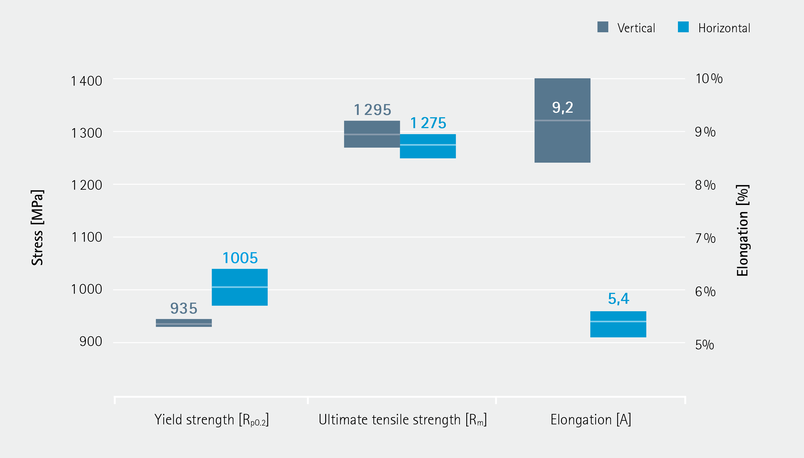
Mechanical Properties HIP + Heat-treated
| EN ISO 6892-1 Room Temperature | 40 µm | Yield Strength [MPa] | Tensile Strength [MPa] | Elongation at Break A [%] | Reduction of Area Z [%] | Modulus of elasticity [GPa] | Number of Samples |
|---|---|---|---|---|---|---|
| Vertical | 935 | 1295 | 9.2 | 9.1 | - | - |
| Horizontal | 1005 | 1275 | 5.4 | 5.8 | - | - |
The recommended post-processing route for EOS NickelAlloy IN738 includes shot-peening, hot isostatic pressing (HIP) and ageing.
Extra care is required in post-processing since certain geometries printed in EOS NickelAlloy IN738 may be susceptible to formation of macro-cracks upon heat treatment. Geometries with notches or sharp changes of cross-section are particularly vulnerable.
- Shot-peening is recommended to induce compressive residual stress on the surface of the component.
- HIP is recommended to perform the combined stress relief, solution treatment (sub-solvus) and densification steps into a single heat treatment step.
- Ageing is required for precipitation strengthening.
For further details, alternative options, and the recommended order of post-processing operations please refer to the Post-Processing Guide Application Note for EOS NickelAlloy IN738, which can be found on MyEOS.
Shot-peening:
Use zirconia beads or steel shot as media, and a suitably high pressure, e.g. 4 bar or higher.
Use a suitable stand-off distance of approximately 5 cm and slow travel speed, keeping the angle of incidence roughly perpendicular to the surface of the workpiece. Ensure good coverage of all surfaces, with special focus on overhangs, notches, and changes of cross-section.
HIP:
1. Heat from room temperature to 600°C in 40 mins. Increase pressure to ~200 MPa.
2. Hold at 600°C and ~200 MPa for 60 minutes.
3. Heat to 1120°C in 15 minutes. Maintain pressure of 200 MPa.
4. Hold at 1120°C and ~200 MPa for 240 minutes.
5. Cool rapidly to below 300°C within 8 minutes.
Ageing:
1. Heat to 850°C in 60 minutes.
2. Hold at 850°C for 24 hours.
3. Cool from 850°C to <300°C in 20 minutes.
Mechanical Properties As Manufactured
| EN ISO 6892-1 Room Temperature | 40 µm | Yield Strength [MPa] | Tensile Strength [MPa] | Elongation at Break A [%] | Reduction of Area Z [%] | Modulus of elasticity [GPa] | Number of Samples |
|---|---|---|---|---|---|---|
| Vertical | 825 | 1200 | 21.3 | 22.7 | - | - |
| Horizontal | 955 | 1305 | 18.9 | 20.8 | - | - |
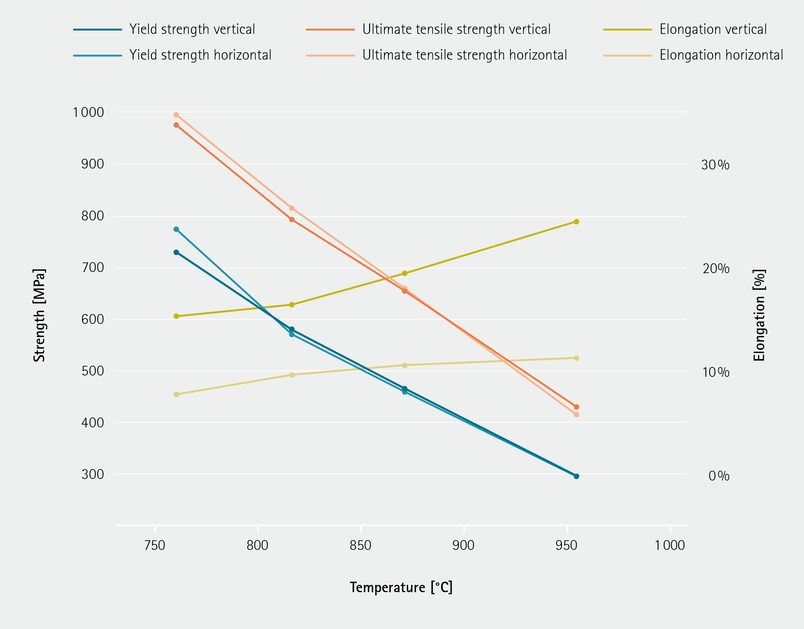
Mechanical Properties Heat Treated
| EN ISO 6892-2 760°C | 40 µm | Yield Strength [MPa] | Tensile Strength [MPa] | Elongation at Break A [%] | Reduction of Area Z [%] | Modulus of elasticity [GPa] | Number of Samples |
|---|---|---|---|---|---|---|
| Vertical | 730 | 975 | 15.3 | 20.2 | - | - |
| Horizontal | 775 | 995 | 7.8 | 10.3 | - | - |
Mechanical Properties Heat Treated
| EN ISO 6892-2 816°C | 40 µm | Yield Strength [MPa] | Tensile Strength [MPa] | Elongation at Break A [%] | Reduction of Area Z [%] | Modulus of elasticity [GPa] | Number of Samples |
|---|---|---|---|---|---|---|
| Vertical | 580 | 795 | 16.3 | 19.1 | - | - |
| Horizontal | 570 | 815 | 9.5 | 11.3 | - | - |
Mechanical Properties Heat Treated
| EN ISO 6892-2 871°C | 40 µm | Yield Strength [MPa] | Tensile Strength [MPa] | Elongation at Break A [%] | Reduction of Area Z [%] | Modulus of elasticity [GPa] | Number of Samples |
|---|---|---|---|---|---|---|
| Vertical | 465 | 655 | 19.5 | 23.7 | - | - |
| Horizontal | 460 | 660 | 10.5 | 10.5 | - | - |
Mechanical Properties Heat Treated
| EN ISO 6892-2 954°C | 40 µm | Yield Strength [MPa] | Tensile Strength [MPa] | Elongation at Break A [%] | Reduction of Area Z [%] | Modulus of elasticity [GPa] | Number of Samples |
|---|---|---|---|---|---|---|
| Vertical | 295 | 430 | 24.6 | 26.9 | - | - |
| Horizontal | 295 | 415 | 11.1 | 13.5 | - | - |
Hardness
| EN ISO 6508 Heat Treated | |
|---|---|
| Value | 417 |
| Unit | HV10 |
| EN ISO 6508 Heat Treated | |
|---|---|
| Value | 44 |
| Unit | HRC |
| EN ISO 6508 As Manufactured | |
|---|---|
| Value | 350 |
| Unit | HV10 |
| EN ISO 6508 As Manufactured | |
|---|---|
| Value | 38 |
| Unit | HRC |
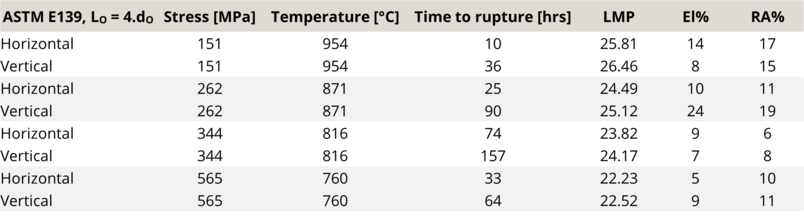
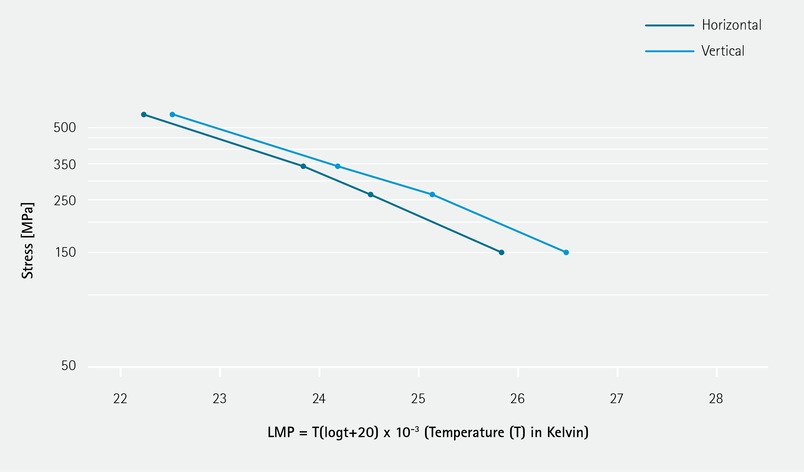
Stress rupture performance
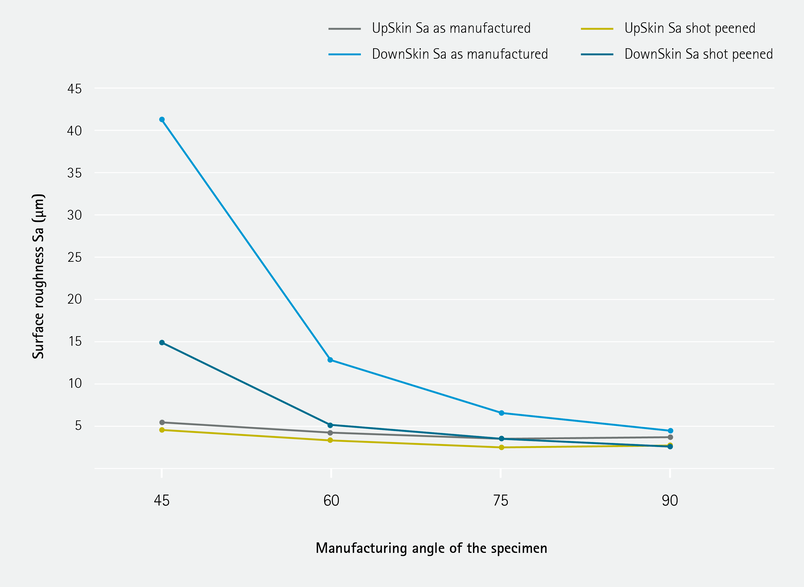
Surface roughness
Coefficient of Thermal Expansion
| ASTM E228 Heat Treated | Temperature |
|---|---|
| 11.2*10-6/K | 25 – 100 ºC |
| 12.2*10-6/K | 25 – 200 ºC |
| 12.8*10-6/K | 25 – 300 ºC |
| 13.2*10-6/K | 25 – 400 ºC |
| 13.5*10-6/K | 25 – 500 ºC |
| 13.8*10-6/K | 25 – 600 ºC |
| 14.2*10-6/K | 25 – 700 ºC |
| 14.6*10-6/K | 25 – 800 ºC |
| 15.2*10-6/K | 25 – 900 ºC |
| 16.3*10-6/K | 25 – 1000 ºC |
| ASTM E228 As Manufactured | Temperature |
|---|---|
| 11.2*10-6/K | 25 – 100 ºC |
| 12.4*10-6/K | 25 – 200 ºC |
| 13*10-6/K | 25 – 300 ºC |
| 13.4*10-6/K | 25 – 400 ºC |
| 13.7*10-6/K | 25 – 500 ºC |
| 13.2*10-6/K | 25 – 600 ºC |
| 13.1*10-6/K | 25 – 700 ºC |
| 13.4*10-6/K | 25 – 800 ºC |
| 14.2*10-6/K | 25 – 900 ºC |
| 15.4*10-6/K | 25 – 1000 ºC |