EOS Titanium Ti64 Grade 23 for EOS M 400-4 | 80 µm
EOS M 400-4 - 80 µm - TRL 3
Process Information Metal
This process product is optimized for faster production of parts with properties according to ASTM F136. For most demanding applications, Hot Isostatic Pressing (HIP) is recommended to optimize high cycle fatigue properties.
Main Characteristics:
- Parameter set for fast and cost efficient production of Ti64ELI parts in small series or serial production
- 15 - 30 % faster than EOS Ti64 Speed (60 µm) parameter set
- Industries that require hot isostatic pressing (HIP) as standard post-treatment, the parameter set enables faster production.
| System Setup | EOS M 400-4 |
|---|---|
| EOS Material set | Ti64Grade23_040_080_CoreM404 |
| Software Requirements |
EOSPRINT 2.7 or newer EOSYSTEM 2.11 or newer |
| Recoater Blade | HSS (High Speed Steel) |
| Inert gas | Argon |
| Sieve | 90 µm |
| Additional Information | |
|---|---|
| Layer Thickness | 80 µm |
| Volume Rate | up to 4 x 12 mm³/s |
Chemical and Physical Properties of Parts
The chemical composition of parts is in compliance with standards ASTM F136, ASTM F3001, and ASTM F3302. Composition complies with EOS Titanium Ti64 Grade 23 powder.
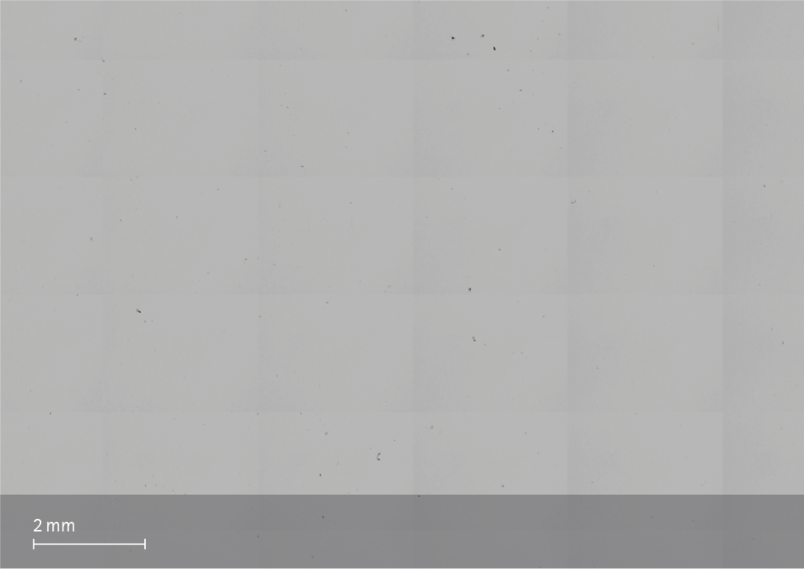
Microstructure of the Produced Parts
| Defects | Thickness | Result | Number of Samples |
|---|---|---|---|
| Average Defect Percentage | 80 µm | < 0.1 % | - |
Mechanical Properties
Mechanical Properties Heat Treated
| EN ISO 6892-1 Room Temperature | 80 µm | Yield Strength [MPa] | Tensile Strength [MPa] | Elongation at Break A [%] | Reduction of Area Z [%] | Modulus of elasticity [GPa] | Number of Samples |
|---|---|---|---|---|---|---|
| Vertical | 1010 | 1090 | 14 | ≥ 25 | - | - |
| Horizontal | 990 | 1090 | 15 | ≥ 25 | - | - |
As manufactured microstructure for additively manufactured Ti64ELI consists of fully acicular alpha prime (α‘) phase.
Standard heat treatments for titanium do not necessarily produce desired microstructures due to this different starting microstructure.
Heat treatment is recommended to relieve stresses and to increase ductility. Use of vacuum furnace is highly recommended to avoid the formation of alpha case on the surface of the parts.
Heat Treatment Description:
120min (± 30 min) at 800 °C (± 10°C) measured from the part in vacuum (1.3x10-3-1.3x10-5 mbar) followed by cooling under vacuum or argon quenching.
Material mechanical properties are relatively insensitive to changes in heating and cooling rates, but longer treatment times may result in decreased strength and increased elongation.
Parts heat treated according to the recommended heat treatment have a microstructure consisting of fine alpha + beta (α + β) phase.
Elogation at break A and reduction of area Z in vertical direction in heat treated condition: Mean values above the standard limits, some outliers below the limits.
Reduction of area Z ≥ 25%.
Mechanical Properties HIP
| EN ISO 6892-1 Room Temperature | 80 µm | Yield Strength [MPa] | Tensile Strength [MPa] | Elongation at Break A [%] | Reduction of Area Z [%] | Modulus of elasticity [GPa] | Number of Samples |
|---|---|---|---|---|---|---|
| Vertical | 910 | 1010 | 16 | ≥ 25 | - | - |
| Horizontal | 890 | 1000 | 16 | ≥ 25 | - | - |
Fatigue
| HIP | |
|---|---|
| Fatigue strength [MPa] | 563 |
High cycle fatigue strength was estimated statistically according to ISO 12107. Testing was done according to ASTM E466 with run-out limit 107 cycles.