EOS Titanium Ti64 Grade 5 for EOS M 290 | 40 µm
EOS M 290 - 40 µm - TRL 7
Process Information Metal
This process product was developed specifically for the production of parts with high fatigue strength without the need for Hot Isostatic Pressing (HIP).
Main characteristics:
- Robust production of parts in small series and series production
- Improved fatigue strength compared to previous generation EOS Titanium Ti64 products
- Possibility for shortened overall production time by avoiding HIP as post-process treatment step
| System Setup | EOS M 290 |
|---|---|
| EOS Material set | Ti64_Grade23_040_HiPerM291_100 |
| Software Requirements |
EOSPRINT 2.5 or newer EOSYSTEM 2.8 or newer |
| Recoater Blade | HSS (High Speed Steel) |
| Nozzle | EOS Grid Nozzle |
| Inert gas | Argon |
| Sieve | 90 µm |
| Additional Information | |
|---|---|
| Layer Thickness | 40 µm |
| Volume Rate | 6.2 mm³/s |
| Min. Wall Thickness | approx. 0.4 mm |
Chemical and Physical Properties of Parts
The chemical composition of parts is in compliance with standards ASTM F136, ASTMF3001, and ASTM F3302. Composition complies with EOS Titanium Ti64 Grade 23 powder.
The areal defect percentage was determined from cross-cuts of the built parts using optical microscope fitted with a camera and analysis software. The analysis was carried out for a sample area of 15 x 15 mm. The defects were detected and analyzed with an image capture/ analysis software with an automatic histogram based filtering procedure on monochrome images. The density of the built specimen was measured according to ISO3369
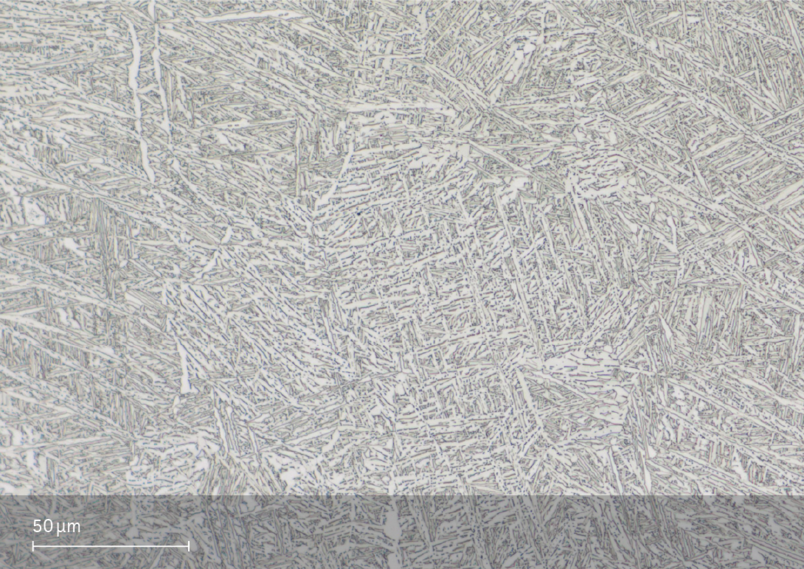
Microstructure of the Produced Parts
| Defects | Thickness | Result | Number of Samples |
|---|---|---|---|
| Average Defect Percentage | 40 µm | 0.01 % | - |
| Density EN ISO 3369 | Thickness | Result | Number of Samples |
|---|---|---|---|
| Average Density | 40 µm | ≥ 4.4 g/cm³ | - |
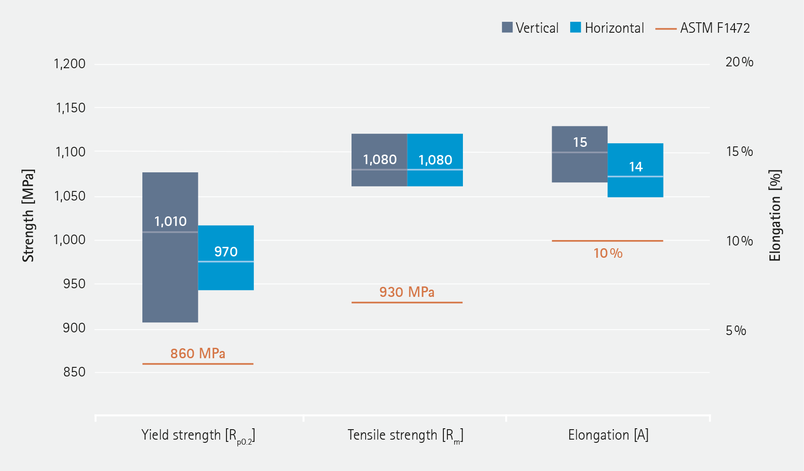
Mechanical Properties
Mechanical Properties
Mechanical Properties Heat Treated
| EN ISO 6892-1 Room Temperature | 40 µm | Yield Strength [MPa] | Tensile Strength [MPa] | Elongation at Break A [%] | Reduction of Area Z [%] | Modulus of elasticity [GPa] | Number of Samples |
|---|---|---|---|---|---|---|
| Vertical | 1010 | 1080 | 15 | ≥ 25 | - | - |
| Horizontal | 970 | 1080 | 14 | ≥ 25 | - | - |
As manufactured microstructure for additively manufactured Ti64ELI consists of fully acicular alpha prime (α‘) phase.
Standard heat treatments for titanium do not necessarily produce desired microstructures due to this different starting microstructure.
Heat treatment is recommended to relieve stresses and to increase ductility. Use of vacuum furnace is highly recommended to avoid the formation of alpha case on the surface of the parts.
Heat Treatment Description:
120min (± 30 min) at 800 °C (± 10°C) measured from the part in vacuum (1.3x10-3-1.3x10-5 mbar) followed by cooling under vacuum or argon quenching.
Material mechanical properties are relatively insensitive to changes in heating and cooling rates, but longer treatment times may result in decreased strength and increased elongation.
Parts heat treated according to the recommended heat treatment have a microstructure consisting of fine alpha + beta (α + β) phase.
Reduction of area Z ≥ 25%.
Fatigue
| Heat Treated | |
|---|---|
| Fatigue strength [MPa] | 595 |
Fatigue strength at 1x10 million cycles in heat treated state Fatigue strength determines a stress level where specimen fails at a defined number of stress cycles [ISO 12107]. Fatigue strength was estimated statistically according to ISO 12107. Testing was done according to ASTM E466. Fatigue results typically show large deviations due to the nature of the fatigue process [ISO 12107].
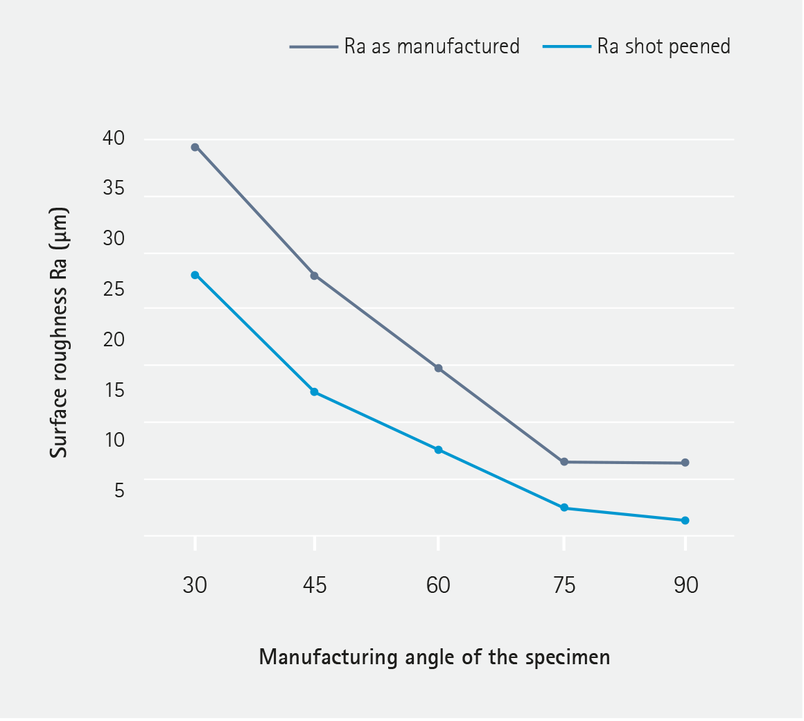
Surface Roughness
Coefficient of Thermal Expansion
| ASTM E228 | Temperature |
|---|---|
| 9*10-6/K | 25 – 100 ºC |
| 9.4*10-6/K | 25 – 200 ºC |
| 9.7*10-6/K | 25 – 300 ºC |