
金属解决方案
EOS 不锈钢254
材料数据表
EOS 不锈钢254
EOS StainlessSteel 254 是一种适用于极端条件的奥氏体不锈钢。高铬、钼和氮合金使其在许多恶劣环境中具有出色的耐腐蚀性。254 的一般抗点蚀当量 PREN 为 43(PREN = %Cr + 3.3 X %Mo + 16 X %N)。
- 卓越的抗均匀腐蚀、点蚀和缝隙腐蚀能力
- 抗应力腐蚀开裂能力强
- 强度高于传统奥氏体不锈钢
- 氯化海水处理设备
- 制浆造纸设备
- 化学处理设备
EOS 质量三角
EOS 采用了一种在 AM 行业中独一无二的方法,将生产过程中的三个核心技术要素(系统、材料和工艺)逐一考虑在内。每种组合产生的数据都被赋予一个技术就绪水平(TRL),使解决方案的预期性能和生产能力透明化。
EOS 将这些 TRL 分成以下两类:
本材料数据表中的所有数据均根据 EOS 质量管理体系和国际标准生产。
EOS 将这些 TRL 分成以下两类:
- 优质产品(TRL 7-9):提供经过高度验证的数据、经过证明的能力和可重复的部件特性。
- 核心产品(TRL 3 和 5):使客户能够尽早获得仍在开发中的最新技术,因此不太成熟,数据较少。
本材料数据表中的所有数据均根据 EOS 质量管理体系和国际标准生产。
粉末特性
EOS StainlessSteel 254 粉末材料符合 DIN EN 10088-3、EN 1.4547 和 EN 1.4547 标准。
粉末化学成分(重量百分比)
| 要素 | 最小 | 最大 |
|---|---|---|
| Cr | 19.5 | 20.5 |
| 倪 | 17.5 | 18.5 |
| 莫 | 6.0 | 7.0 |
| 铜 | 0.5 | 1.0 |
| N | 0.18 | 0.25 |
粉末粒度
| 通用粒度分布 | 20 - 65 μm | |
|---|---|---|
热处理
热处理程序
可选择固溶退火:在部件完全热透后,在 1180 °C 下进行 2 小时的水淬火热处理后的典型尺寸变化:0.06 %
工艺数据表
用于EOS M 290 40 µm 的EOS M 290 EOS StainlessSteel 254
EOS M 290 - 40 µm - TRL 3
| 系统设置 | EOS M 290 |
|---|---|
| EOS 材料套装 | 254_040_CoreM291_100 |
| 软件要求 |
EOSPRINT 2.8 或更新版本 EOSYSTEM 5.20 或更新版本 |
| 重装刀片 | 高速钢(HSS) |
| 喷嘴 | EOS 网状喷嘴 |
| 惰性气体 | 氩气 |
| 筛网 | 75 微米 |
| 其他信息 | |
|---|---|
| 层厚 | 40 微米 |
| 容积率 | 4.1 毫米³/秒 |
部件的化学和物理特性
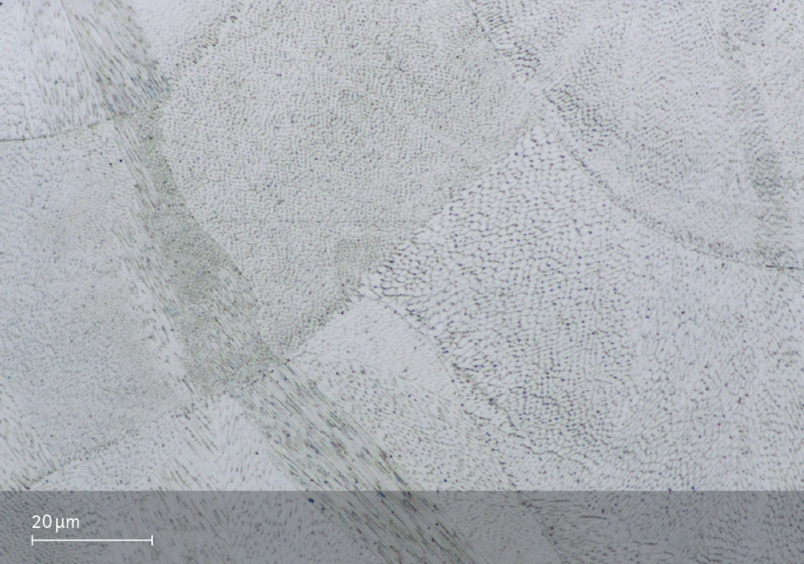
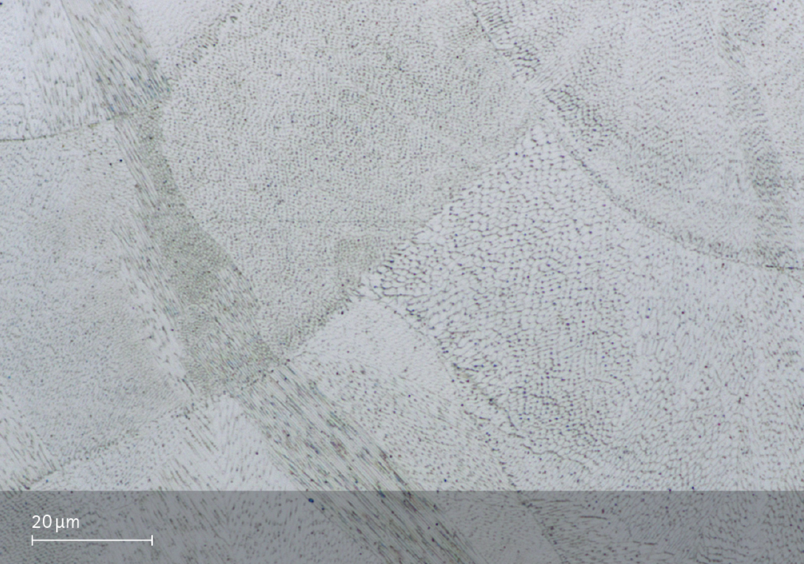
制件的微观结构
| 缺陷 | 厚度 | 结果 | 样本数量 |
|---|---|---|---|
| 平均缺陷百分比 | 40 微米 | 0.01 % | - |
| 密度 EN ISO 3369 | 厚度 | 结果 | 样本数量 |
|---|---|---|---|
| 平均密度 | 40 微米 | ≥ 8.07 克/立方厘米 | - |
机械性能
机械性能 热处理
| EN ISO 6892-1 室温 | 屈服强度[兆帕] | 拉伸强度[兆帕] | 断裂伸长率 [%] | 面积 Z 的减少 [%] | 样本数量 |
|---|---|---|---|---|---|
| 垂直 | 360 | 660 | 48 | - | - |
| 横向 | 360 | 700 | 43 | - | - |
可选择溶液退火
部件完全加热后,在 1 180 °C 下进行 2 小时的水淬火
热处理后的典型尺寸变化:0.06 %
机械性能
制造时的机械性能
| EN ISO 6892-1 室温 | 屈服强度[兆帕] | 拉伸强度[兆帕] | 断裂伸长率 [%] | 面积 Z 的减少 [%] | 样本数量 |
|---|---|---|---|---|---|
| 垂直 | 600 | 720 | 35 | - | - |
| 横向 | 680 | 810 | 29 | - | - |
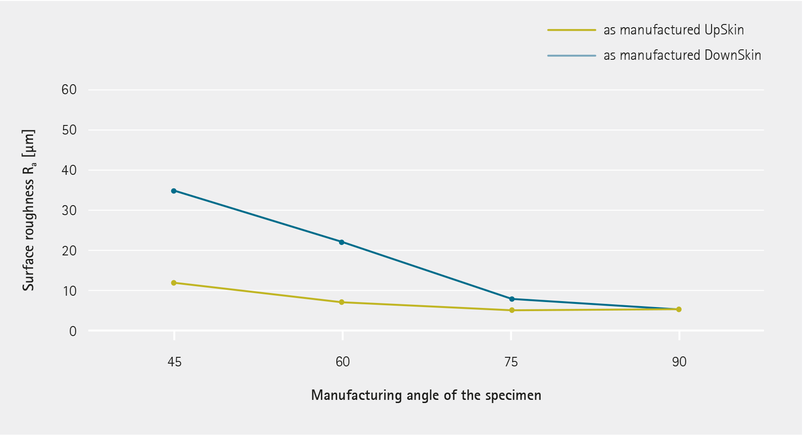
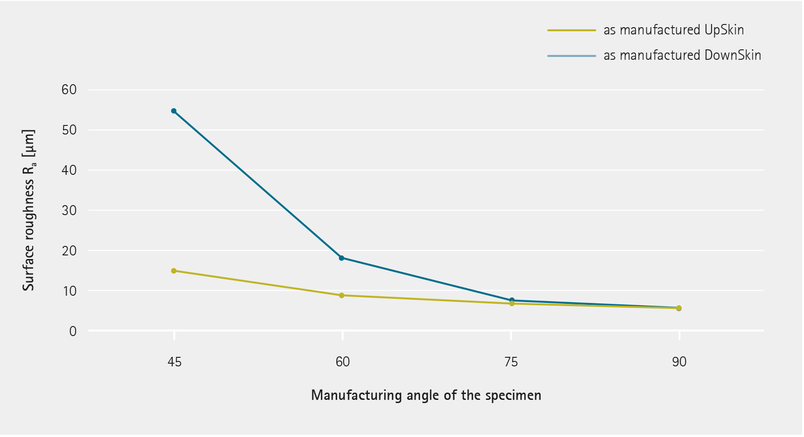
表面粗糙度
热膨胀系数
| ASTM E228 | 温度 |
|---|---|
| 14.8*10-6/K | 25 - 100 ºC |
| 15.7*10-6/K | 25 - 200 ºC |
| 16.3*10-6/K | 25 - 300 ºC |
| 16.7*10-6/K | 25 - 400 ºC |
工艺数据表
用于EOS M 290 60 µm 的EOS M 290 EOS StainlessSteel 254
EOS M 290 - 60 µm - TRL 3
| 系统设置 | EOS M 290 |
|---|---|
| EOS 材料套装 | 254_060_CoreM291_100 |
| 软件要求 |
EOSPRINT 2.8 或更新版本 EOSYSTEM 5.20 或更新版本 |
| 重装刀片 | 高速钢(HSS) |
| 喷嘴 | EOS 网状喷嘴 |
| 惰性气体 | 氩气 |
| 筛网 | 75 微米 |
| 其他信息 | |
|---|---|
| 层厚 | 60 微米 |
| 容积率 | 6.1 毫米³/秒 |
部件的化学和物理特性
制件的微观结构
| 缺陷 | 厚度 | 结果 | 样本数量 |
|---|---|---|---|
| 平均缺陷百分比 | 60 微米 | 0.02 % | - |
| 密度 EN ISO 3369 | 厚度 | 结果 | 样本数量 |
|---|---|---|---|
| 平均密度 | 60 微米 | ≥ 8.07 克/立方厘米 | - |
机械性能
机械性能 热处理
| EN ISO 6892-1 室温 | 屈服强度[兆帕] | 拉伸强度[兆帕] | 断裂伸长率 [%] | 面积 Z 的减少 [%] | 样本数量 |
|---|---|---|---|---|---|
| 垂直 | 360 | 660 | 48 | - | - |
| 横向 | 360 | 700 | 44 | - | - |
可选择溶液退火
在部件完全热透后,在 1 180 °C 下进行 2 小时的水淬火。
热处理后的典型尺寸变化:0.06 %
机械性能
制造时的机械性能
| EN ISO 6892-1 室温 | 屈服强度[兆帕] | 拉伸强度[兆帕] | 断裂伸长率 [%] | 面积 Z 的减少 [%] | 样本数量 |
|---|---|---|---|---|---|
| 垂直 | 580 | 730 | 36 | - | - |
| 横向 | 660 | 800 | 30 | - | - |
表面粗糙度
热膨胀系数
| ASTM E228 | 温度 |
|---|---|
| 14.8*10-6/K | 25 - 100 ºC |
| 15.7*10-6/K | 25 - 200 ºC |
| 16.3*10-6/K | 25 - 300 ºC |
| 16.7*10-6/K | 25 - 400 ºC |