工艺数据表
EOS ToolSteel 1.2709,用于EOS M 290 | 40 µm
EOS M 290 - 40 µm - TRL 7
| 系统设置 | EOS M 290 |
|---|---|
| EOS 材料套装 | 1.2709_040_HiPerM291_1.00 |
| 软件要求 |
EOSPRINT 2.7 或更新版本 |
| 重装刀片 | 陶瓷 |
| 喷嘴 | EOS 网状喷嘴 |
| 惰性气体 | 氩气 |
| 筛网 | 75 微米 |
| 其他信息 | |
|---|---|
| 层厚 | 40 微米 |
| 容积率 | 4.1 毫米³/秒 |
| 热处理后的典型尺寸变化 [%] | + 0.1 % |
部件的化学和物理特性
制造部件的化学成分符合EOS ToolSteel 1.2709 粉末的化学成分。

制件的微观结构
| 缺陷 | 厚度 | 结果 | 样本数量 |
|---|---|---|---|
| 平均缺陷百分比 | 40 微米 | 0.03 % | 55 |
| 密度 EN ISO 3369 | 厚度 | 结果 | 样本数量 |
|---|---|---|---|
| 平均密度 | 60 微米 | > 8.05 克/立方厘米 | 20 |
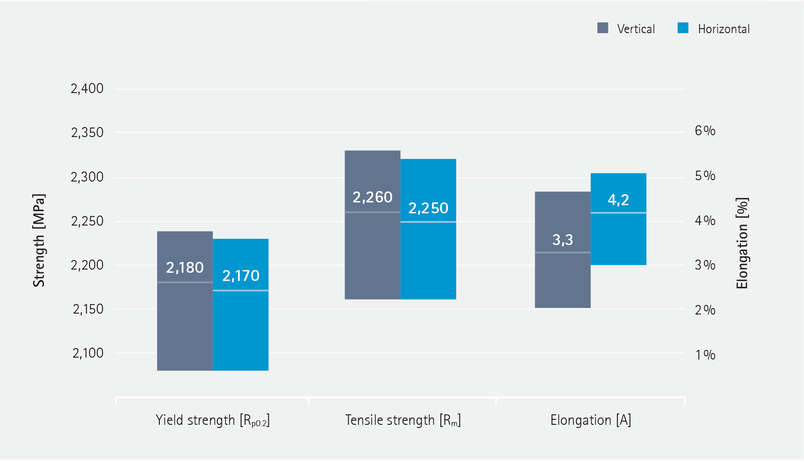
机械性能 热处理
| EN ISO 6892-1 室温 | 屈服强度[兆帕] | 拉伸强度[兆帕] | 断裂伸长率 [%] | 面积 Z 的减少 [%] | 样本数量 |
|---|---|---|---|---|---|
| 垂直 | 2180 | 2260 | 3.3 | - | 188 |
| 横向 | 2170 | 2250 | 4.2 | - | 162 |
EOS ToolSteel 1.2709 可以进行热处理,以满足不同应用的各种需求。两步热处理可在真空或惰性气体环境下进行。第一步是固溶退火,以尽量减少马氏体基体中的奥氏体含量。通过时效处理,金属间相和析出物形成硬化,从而达到所需的硬度和强度。
溶液退火:在 940 °C(±10 °C)的温度下进行 2 小时的退火,然后快速空冷至室温(低于 32 °C)。冷却速度为 10-60 ℃/分钟。在开始老化处理之前必须达到室温,以获得理想的微观结构。
老化:为达到峰值硬度和强度,在 510 °C(±10 °C)条件下放置 3-6 小时,然后空冷。本文件中介绍的机械性能均通过此老化程序实现。此外,为最大限度地提高疲劳强度,建议保持时间为 6 小时。
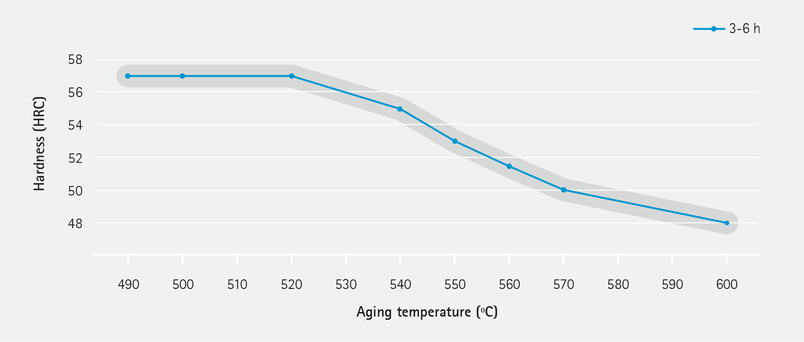
硬度
| EN ISO 6508 热处理 | |
|---|---|
| 价值 | 57 |
| 单位 | HRC |
冲击韧性
| EN ISO 148-1,夏比-V 热处理 | |
|---|---|
| 典型冲击韧性 [J] | 10 |
疲劳
| 热处理 | |
|---|---|
| 疲劳强度[兆帕] | 732 |
热处理状态下 1 x 1000 万次循环的疲劳强度
疲劳强度确定了试样在规定的应力循环次数下失效的应力水平[ISO 12107]。疲劳强度根据 ISO 12107 进行统计估算。测试根据 ASTM E466 进行。由于疲劳过程的性质,疲劳结果通常会出现较大偏差[ISO 12107]。
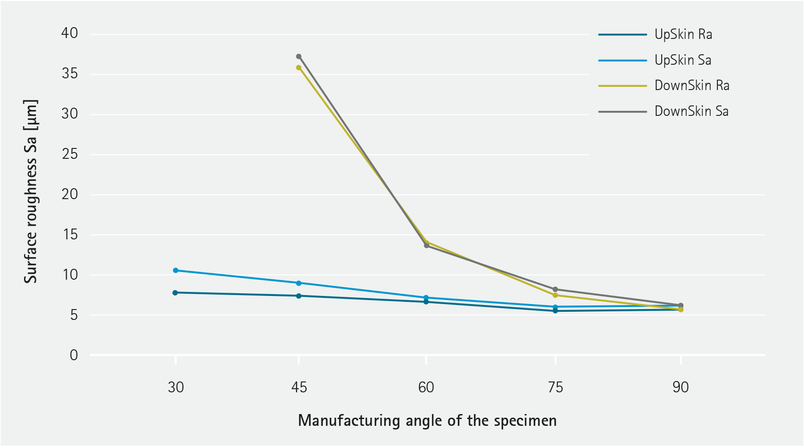
表面粗糙度
热膨胀系数
| ASTM E228 | 温度 |
|---|---|
| 10.72*10-6/K | 25 - 100 ºC |
| 11.15*10-6/K | 25 - 200 ºC |
| 11.5*10-6/K | 25 - 300 ºC |
| 11.51*10-6/K | 25 - 400 ºC |