EOS at formnext 2019 Flexible, Automated Metal 3D Printing
EOS is showcasing EOS Shared Modules as a production-ready solution. Consisting of various hardware and software modules, the solution simplifies and parallelizes the workflow both upstream and downstream of the build process.
____ Krailling, Germany, November 13, 2019
At the formnext 2019 in hall 11.1 booth D31, EOS is demonstrating its EOS Shared Modules periphery solution for integrated and efficient additive manufacturing (AM) with systems of the EOS M 400 series. The various modules plus transport systems and control center software enable users to implement the equipping, unpacking, transporting and sieving activities parallel to the AM build process. Both a manual and an automated EOS Shared Modules set-up are available for this purpose.
This modularity gives companies a maximum of flexibility to configure their production scenarios: The EOS Shared Modules components are not set up as a combined unit, but individually and thus are available for multiple 3D printing systems simultaneously. The EOSCONNECT ControlCenter software provides users with a continuous flow of key production parameters and seamless part traceability by means of a digital twin. The result is significantly increased efficiency, particularly in series manufacturing: EOS Shared Modules maximizes machine uptime, boosts productivity and therefore reduces part costs. In future, the Shared Modules concept will also be offered for the EOS M 300 series.
As a further innovation in the field of industrial 3D printing, EOS is also displaying a range of trendsetting materials, including EOS ToolSteel H13, the only H13 tool steel that is suitable for additively manufacturing robust tools. Furthermore, EOS is presenting an array of copper materials that, on account of their varying conductivities, have a large number of possible applications, specifically in electronics.
Test 12345

A flexible solution to address changing production requirements
Dr. Hannes Gostner, Senior Vice President Division Metal Systems at EOS, says: “We are proud to have developed EOS Shared Modules from a visionary concept to a mature solution. The interaction of its various elements has already proven itself in the NextGenAM project; now it is commercially ready." He continues:
Modularity is the big advantage for users, as they decide which degree of automation is ideal for their production. As demand grows, customers can increase the number of EOS M 400 or EOS M 400-4 systems and expand EOS Shared Modules accordingly if necessary."
Dr. Hannes Gostner, Senior Vice President Division Metal Systems at EOS
With EOS Shared Modules Manual the workflow and transport steps upstream and downstream of the build process are performed manually. After the build process, the exchangeable frame – containing the build platform with the parts and the unmelted powder – is transferred from the AM system to a powder-tight container (IPM M Manual Xframe Container). The container is transported between the different stations using a standard pallet truck. After removal, the parts are transported to the post-processing stage, the powder material is prepared for reuse and fed in manually (by means of the IPCM-M extra, or the IPCM-M pro, which are separately available).
EOS Shared Modules configurations
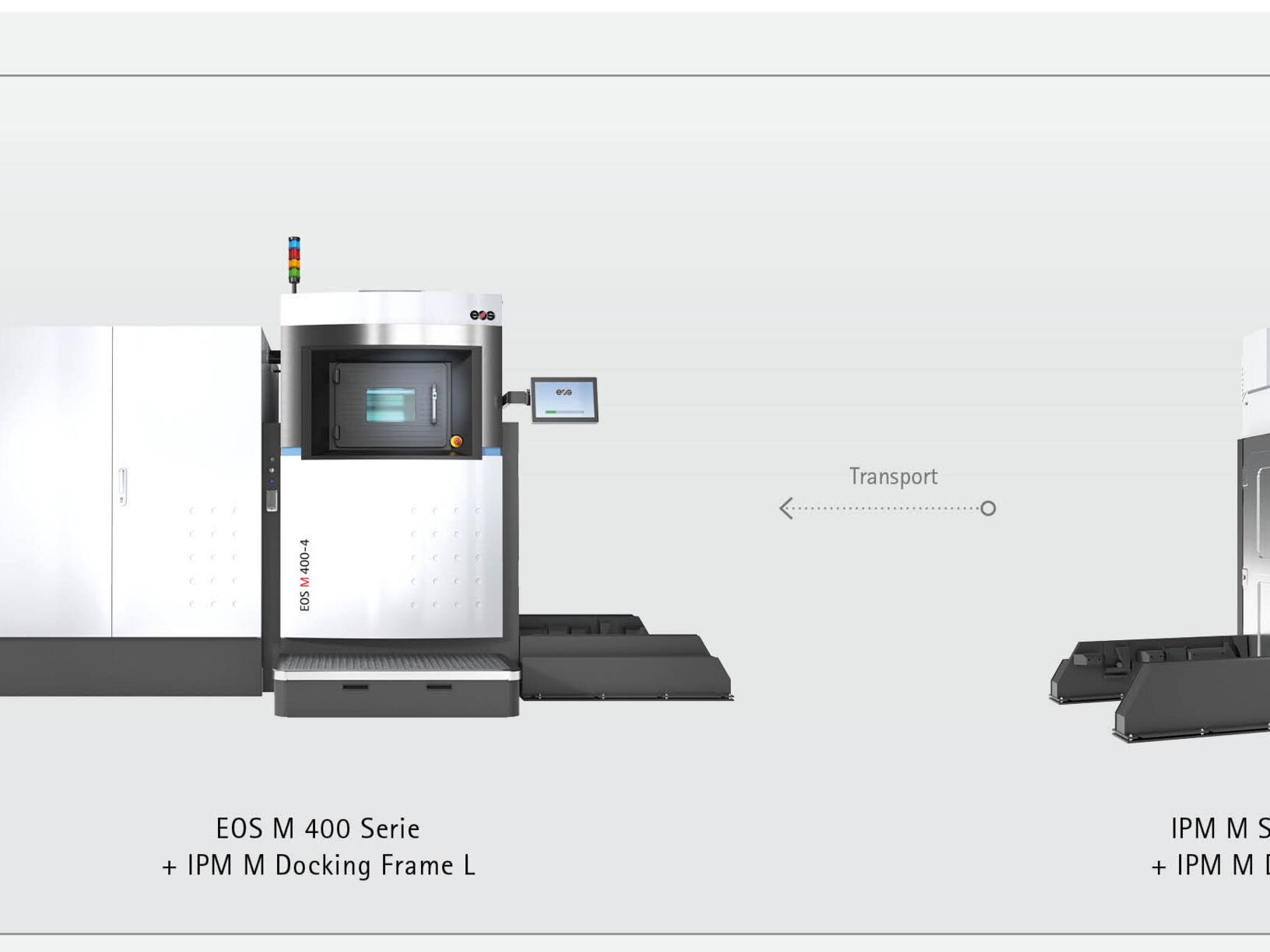
EOS Shared Modules Automated is designed for automated additive manufacturing. After the 3D printing process has been completed, the exchangeable frame is moved into a gas-tight container (IPM M Inert Gas Container L). Unlike the manual configuration, this movement of the exchangeable frame is automated. Moreover, transportation from one station to the next can be done either via a pallet truck or by using the fully automated method: An automated guided vehicle brings the container to the respective stations and the user has the option of integrating a robot to subsequently transport the parts for post-processing. The IPM M Powder Station L solution (available separately) also automatically recycles unmelted powder material in a closed circuit for reuse and delivers it to the AM systems.

To ensure not only part but also data flow in AM production, the EOSCONNECT ControlCenter software provides information on all key performance indicators, regardless of the user's location. In order to do so, the software is supplied with status information from all the hardware modules involved: In addition to the operating status of the individual 3D printing systems, all key influencing factors such as oxygen concentration and build chamber temperature are recorded and analyzed by the EOSCONNECT ControlCenter. The software system also records quality-related process data.
The control center always knows where each of the exchangeable frames or IPM M Inert Gas Containers is located, ensuring the correct assignment of system, build job, and periphery module, even when several 3D printing systems are operating in parallel. At the same time, the EOSCONNECT ControlCenter makes it possible to monitor the production progress of individual orders as well as to supervise the production and identify any bottlenecks in the entire process chain. The result is a reliable and repeatable manufacturing process with optimized unit costs.
EOS materials for industrial use
EOS ToolSteel H13 is a hot work steel for both hot and cold work tools that has been specially optimized for industrial 3D printing. The material is known for its high hardenability, excellent wear resistance and outstanding heat resistance. EOS ToolSteel H13 is therefore particularly suited to additively manufacturing die casting, forging, and casting tools for hot work applications.
The copper materials EOS CopperAlloy CuCrZr and EOS Copper Cu feature a particularly advantageous combination of electrical and thermal conductivity, making them highly suitable for applications such as heat exchangers, electromechanical components, or molds.

About the Company
EOS
EOS is the world's leading technology supplier in the field of industrial 3D printing of metals and polymers. Formed in 1989, the independent company is pioneer and innovator for comprehensive solutions in additive manufacturing. Its product portfolio of EOS systems, materials, and process parameters gives customers crucial competitive advantages in terms of product quality and the long-term economic sustainability of their manufacturing processes. Furthermore customers benefit from deep technical expertise in global service, applications engineering and consultancy.
Downloads
EOS at formnext 2019 Flexible, Automated Metal 3D Printing
Source: EOS GmbH
-
Download eos_shared-modules-automated_press.jpg
EOS Shared Modules Automated enables an automated additive manufacturing process
JPG 294,21 kB -
Download eos_metalpush_halle_300dpi.jpg
Especially when operating multiple 3D printing systems, automation and robotics make it possible to manufacture high-quality metal parts on an efficient, scalable, profitable basis
JPG 14,23 MB -
Download eos_shared-modules-automated.jpg
Set-up EOS Shared Modules Automated
JPG 290,09 kB -
Download eos_shared-modules-manual.jpg
Set-up EOS Shared Modules Manual
JPG 281,98 kB